Materials
| Journal of Renewable Materials |
DOI: 10.32604/jrm.2021.015461
ARTICLE
Control on Gradient Adhesive Loading of Porous Laminate: Effects on Multiple Performance of Composites with Bamboo Bundle and Sliver
1Beijing Key Laboratory of Wood Science & Engineering, College of Material Science & Technology, Beijing Forestry University, Beijing, 100083, China
2Key Laboratory of National Forestry and Grassland Administration/Beijing for Bamboo & Rattan Science and Technology, International Center for Bamboo and Rattan, Beijing, 100102, China
*Corresponding Authors: Shuangbao Zhang. Email: shuangbaozhang@163.com; Ge Wang. Email: sunic_bamboo@126.com; wangge@icbr.ac.cn
Received: 20 December 2020; Accepted: 18 January 2021
Abstract: Elementary units “bamboo bundle” and “bamboo sliver” were processed and cross-linked as “bamboo-bundle veneer (BBV)” and “bamboo-sliver veneer (BSV)” for preparation of laminated composites. The concept of “high-content-adhesive surface treatment” was raised to improve boards’ performance, rather than increasing adhesive absorption of every layer’s porous unit. That is, some BBVs experienced an extra “dipping & drying” to absorb more resin (named “HBBV”). The effect of the amount of knitting threads was also discussed for influencing BBV’s quality. Results indicated that light transmittance of BBVs decreased as the amount of threads added from 3 to 8, while mechanical stiffness increased. Adding two skin layers of HBBVs symmetrically was helpful to enhance 24-hour underwater and 28-hour “boil-dry-boil” dimensional stability for boards with BSVs as core, while more than two pairs of HBBVs were needed to improve 28-hour “boil-dry-boil” dimensional stability of boards with BBVs as core. Two symmetrical surface layers of BBVs/HBBVs provided BSV-boards/BBV-boards with greater bending resistance, while such “surface treatment” would not raise shearing strength of BSV-boards upon 28-hour “boil-dry-boil” treatment. Besides, the data obtained from drop-hammer impact test indicated that more than two pair of surface BBVs or HBBVs were required for significant improvement in anti-impact property.
Keywords: Bamboo bundle; bamboo sliver; laminated composites; adhesive loading; surface treatment
As one of the most important alternative raw materials to wood, fast-growing bamboo has consistent orientation of vascular and parenchyma tissues, while no piths and transverse rays, which contributes to high axial tensile strength, superior toughness, relatively high specific stiffness, as well as convenient processing [1−3]. To manufacture bamboo-based composites, bamboo shall first be processed into different kinds of elementary units based on application requirements [4], including single bamboo fibers [5−7], bamboo vascular bundles [8], bamboo slivers or strips [9−11], bamboo bundle sheets [12,13], flattened bamboo board [14], and bamboo culms [15].
Among these, bamboo bundle sheet has received increasing attention as elementary unit for the last decade, due to its advantage of improving utilization rate of bamboo resource and maintaining longitudinal mechanical property of bamboo fibers. Inspired by the structure of laminated veneer lumber (LVL) [16], bamboo bundle sheets were first cross-linked into uniform bamboo bundle veneers (BBVs) [17]. Laminated Bamboo-bundle-veneer Lumber (LBL) was then layer-by-layer hot-pressed, which exhibited high strength and modulus, favorable density uniformity, dimensional stability, and stability of mechanical performance [18].
Many researches focused on the effect of raw material BBV’s general characteristics (bamboo species, vascular bundle tissue ratio, effect of removing extent of bamboo green, etc.), technological parameter (adhesive quantity, structure design, hot-pressing temperature, pressure, time, board density, etc.), and external environment (coupled hydro-thermo, high-heat, mold, termite, combustion, etc.) on the performance of LBL [13,18−20]. However, little importance was attached to specific characteristics (the density uniformity, mechanical properties, etc.) of BBV, which was elementary laminated element for corresponding laminated composites used as engineering materials that call for designability of structure and performance. He et al. [21] innovated bamboo-bundle knitting process, which improved the mat formation efficiency and uniformity considerably, as well as the dimensional stability of corresponding LBL. It was reported that a large-scale quality evaluation system for BBV was established, and the influence of the number of brooming, dipping, and high-temperature heat treatments on BBVs was investigated [22]. However, the effect of the amount of knitting threads was neglected, which may affect BBV’s quality and further LBL’s performance.
Due to the mechanical preparation process, BBV and other kinds of elementary unit possessed much absorption sites towards adhesive, fire retardant, preventive and other functional additives, which led to better permeability or adhesiveness of these additives and further affected bamboo-based composites’ performance positively [23−25]. Many researchers investigated the effect of additives loading by means of “holistic treatment”, such as prolonging immersion time in drug wholly, controlling resin solid content in the same slab, and adjusting the processing steps uniformly [23,25–28]. That is, all the elementary bamboo units (BBV, bamboo chip or bamboo fiber mat) experienced the same process of additive treatment (adhesive-dipping, fire retardant spraying or impregnating, etc.) before being hot-pressing. Such “holistic treatment” may cause composites’ over-quality as structural materials (substantially raw material waste), as well as immoderate hazardous substance emission as building and transportation materials, which went against the concept of “green material” and “sustainable living”. Therefore, the concept of “surface treatment” would be raised that elementary bamboo units on the surface suffered different treatments from those in core region.
In this study, the effect of the amount of knitting threads on light transmittance and mechanical stiffness of BBV, was studied using previously proposed quality evaluation system [22]. The control on gradient adhesive loading of selected BBV was done with different cycles of “glue dipping-belt drying” procedure, rather than traditional methods [23,26]. Besides, more than one layers of BBV with relative high resin loading, were arranged on the surface to manufacture laminated composites in this paper, rather than just analyzing the function of one-layer surface veneer [29]. To comply with the principle “lightweight design” as building and transportation materials, excessive density of LBLs should be avoided that bamboo slivers were prepared to participate in the manufacturing process herein. Upon investigating multiple performance of composites with bamboo bundle and sliver, it is hoped that the characteristics and advantages of “surface treatment” are better understood on bamboo-based laminated composites used in construction and transportation area. In such a way, sustainable cities and society (resource-conserving, environment-friendly) would be getting closer and closer.
2.1.1 Preparation of Bamboo-Bundle Veneer (BBV)
A Three- or four-year-old bamboo (Phyllostachys pubescens) was obtained from Yong’an, Fujian Province, China. Bamboo tubes (breast height diameter ≥ 100 mm) were first split into several pieces of approximately the same width (20 mm~30 mm), with bamboo yellow, green and nodes being removed, then rolled and broomed twice into loose bamboo bundle sheets uniformly (Fig. 1). Due to natural differences of bamboo tubes in thickness and the limitation of machine precision, the thickness of these bamboo bundle sheets ranged from 5 mm to 5.5 mm. The sheets were cross-linked into BBV by commercial cotton thread (linear density 230 g·km-1; single yarn breaking strength ≥ 15 cN/tex), which were finally cut into pieces of 2100 mm in length and dried to a moisture content (MC) of 8%~12%. To avoid the loosening of BBV, the distance between the end of BBV and its nearest thread was determined as 5 cm~15 cm. The threads were set 100 cm, 50 cm, 25 cm equally apart from each other across the length, respectively, aimed at the investigation on the effect of the amount (3, 5, 8) of connecting threads on quality of BBVs and further the performance of LBLs.
2.1.2 Preparation of Bamboo-Sliver Veneer (BSV)
Bamboo tubes (breast height diameter ≥ 100 mm) were first split into several pieces with bamboo nodes being removed, then processed into a size of 2100 mm (length) × 20 mm (width) × 2.8 mm (thickness) by a cutting machine along the radial direction. These slivers were cross-linked into BSVs by above-mentioned cotton threads (Fig. 1), and dried to a MC of 8%~12%.

Figure 1: Preparation of BBV and BSV

Figure 2: Structural design and preparation of LBLs
2.1.3 Preparation of Adhesive and Control on Gradient Adhesive Loading (AL) of Porous Veneer
Phenol formaldehyde (PF) resin was obtained from Beijing Dynea Chemical Industry Co., Ltd., Beijing, China. PF resin (pH 11~12) was diluted with water to a solid content of 30% as the adhesive, in which BBVs and BSVs were immersed for 4 min and then belt-dried to a MC of 8%~12%. To control gradient difference in AL, some BBVs were subject to an extra “glue dipping-belt drying” procedure to absorb higher content of resin, named “HBBVs”. The adhesive loading of BBV was calculated in Eq. (1) [26].
where W is the adhesive loading content of BBV; M is the weight of the impregnated BBV before drying (g); m is the weight of BBV before impregnation (g); n is the solid content of PF resin (%); while a is the MC of BBV before impregnation (%). Herein, BSV, BBV and HBBV achieved an adhesive absorption of 8.51% ± 0.19%, 12.23% ± 0.27% and 24.02% ± 0.60%, respectively.
2.1.4 Structural Design and Preparation of LBLs
The “surface treatment” was applied herein that one or two layers of HBBVs were placed on the surface and back symmetrically during parallel-to-grain assembly. In this way, several groups of LBLs were manufactured (Fig. 2): (1) BSVs + 0/1/2 BBVs; (2) BSVs + 1/2 HBBVs; (3) BBVs + 0/1/2 HBBVs; (4) Pure HBBV-boards. The parameters of “cold-in (70°C) and cold-out (70°C) pressing process” were as follows: Pressing pressure 10 MPa, pressing temperature 135°C, hot-pressing time 40 min, target size 2100 mm (length) × 1900 mm (width) × 20 mm (thickness). All the LBLs were conditioned in a room under controlled environment at 20°C and 65% relative humidity (RH) for two weeks prior to testing.
The uniformity of the brooming morphology of BBV was evaluated with optical transmittance detection, while the mechanical properties was characterized by means of mechanical crimping method (Fig. 3), as reported in previous literature [22], in which the relevant performance indexes were obtained with the following equations.
Herein, LT and MS stand for the light transmittance (%) and apparent mechanical stiffness (N/mm) of BBV, respectively. Besides, P is the actual received power of “optical receiver” sensor (V), while P0 is the initial released power of “optical emitter” sensor (V); F is the actual force of pressure sensor (N), while Δs is the corresponding displacement (mm). Herein, the valid length of BBV was 1400 mm, and F was set as 50 N. Eight duplicates had been prepared for each test.

Figure 3: Schematic diagram of quality inspection of BBV. (a) Light transmittance (b) Mechanical stiffness
Thickness swelling and water absorption rate after 24-hour underwater immersion, were obtained referring to Chinese national standard GB/T 17657-2013 [30]. A 28-hour “boil-dry-boil” cyclic treatment was arranged additionally for dimensional stability evaluation, according to Chinese national standard GB/T 20241-2006 [31]. Eight duplicates had been prepared for the test.
Three-Point Bending and Vertical Shearing Properties
Three-point bending and shearing tests were conducted in accordance with Chinese national standard GB/T 17657-2013 [30], using a universal testing machine (Instron 5582, Norwood, MA, USA). Eight duplicates had been prepared for each test, and bending modulus of rupture (MOR), modulus of elasticity (MOE), and shearing strength of LBLs were obtained, respectively. Besides, the ordeal of 28-hour “boil-dry-boil” cyclic treatment was assigned for shearing test according to Chinese national standard GB/T 20241-2006 [31], aimed at evaluating the adaptation of adhesive subjected to vertical stress as temperature-humidity environment varied.
Abrasion tests were conducted in accordance with Chinese National Standard GB/T 17657-2013 [30] with Taber rotary platform abrasion tester (Model 5155). Specimens were fixed against the sliding rotation of two abrading wheels, on which abrasive papers of 180 grit size (Shanghai grinding wheel works, China) were mounted by using double-sided adhesive tape. Auxiliary weight of 500 g was applied to the test, and the grinding machine rotated at a speed of 60 revolutions per minute. Degree of wear (mass loss) was examined after each run of 100 cycles. Particularly, specimens were adhered to the rotation platform by double-sided adhesive tape because the excessive thickness of boards caused inconvenience towards conventional mechanical fixation. Eight duplicates had been prepared for the abrasion test.
Different assembly patterns of LBLs, with a size of 100 mm × 100 mm × t (thickness), were subjected to impact test by Instron dynatup 9250HV. The sample was put on the holder in the machine, with its surface center being touched slightly by hemispherical steel drop-hammer through adjusting the height of the base frame. The initial position of speed sensor was determined that the samples were subject to a same initial impact energy. Herein, the height, weight, speed of the hemispherical steel head was set as 0.4 m, 29.9356 kg, 2.8001 m·s–1, respectively. Eight duplicates had been prepared for the test, and several parameters (total energy, energy at fracture, peak load, energy at peak load, etc.) were obtained. Besides, irreversible deformation occurred after one-time drop impact, and the penetrable damage was observed.
Microstructures of bamboo units were captured by scanning electron microscope (SEM; Quanta 2000, FEI Company, Hillsboro, OR, USA) at an accelerating voltage of 5.0 kV, and the distribution of resin adhesive inside BSV, BBV and HBBV was analyzed for different adhesive loading.
Data were analyzed using a one-way analysis of variance (ANOVA) with the Duncan test using SPSS 18 software (SPSS, Inc., Chicago, IL, USA). Probability values of less than 5% were considered to be significant (p < 0.05). Graphs were drawn using Origin 8.0 software (OriginLab Corp., Northampton, MA, USA).
The testing results of LT and MS of BBV with different number of threads are presented in Fig. 4. A relatively clear trend was observed that LT decreased when the amount of knitting threads added. When it was 3, LT was basically above 10% within the large-format. When it added to 5, LT dropped to less than 10%. As it came to 8, LT could be kept below 3% in general. It can be concluded that adjusting the amount of knitting threads may determine transverse restraining or tightening on BBV, which affect LT further, as well as MS. As the amount of knitting threads added, MS showed an increasing tendency.
As Tab. 1 displays, the amount of knitting threads had a significant effect on LT (a < 0.05), while extremely significant effect on MS (a ≤ 0.001). There was a significant difference in LT between BBVs with 3 and 8 threads that it experienced a 54.47% drop. Compared to BBVs with 3 threads, BBVs with 5 threads decreased just by 16.97%. For MS, there was a significant difference between BBVs with 3 and 5 threads, whereas none between those with 5 and 8 threads. Compared to BBVs with 3 threads, BBVs with 5 and 8 threads increased slightly, just by 1.84% and 4.09%.

Figure 4: Effect of the amount of connecting threads on quality of BBV. (a) Light transmittance of BBV with 3, 5, 8 threads. (b) Mechanical stiffness of BBV with 3, 5, 8 threads
Table 1: Analysis of variance for quality evaluation of BBV with different number of threads (a = 0.05)

Fig. 5 presents fitting curves of LT and MS of BBVs with different numbers of knitting threads. LT decreased linearly (R2 = 0.98036), while MS increased linearly (R2 = 0.98532) as the amount of knitting threads added, because transverse restraining or tightening effect acted on BBVs (Fig. 6). BBVs’ quality was evaluated based on the mean value and CV of LT and MS.
LT and MS could achieve below 7% and above 900 N/mm, respectively, when BBVs possessed no less than 5 connecting lines. To optimize cost and efficiency, BBVs with 5 threads were selected for the following preparation and experimental testing sections.

Figure 5: Fitting curves of LT and MS of BBVs with different numbers of knitting threads

Figure 6: Influence mechanism of the amount of knitting threads on LT and MS of BBV
Dimensional Stability after 24-hour Underwater Immersion
Table 2: Dimensional stability of LBLs after 24-hour underwater immersion or 28-hour “boil-dry-boil” cyclic treatment

Thickness swelling and water absorption rate after 24-hour underwater immersion are displayed in Tab. 2. “BSVs + 1/2 BBVs/HBBVs” (Patterns 2~5) possessed better dimensional stability (24-hour underwater) than “BSVs + 0 BBV” (Pattern 1). Among the former groups, “BSVs + 1 BBV” had higher thickness swelling and water absorption rate, while there was no significant difference between the other three types of boards. For the group “BBVs + 0/1/2 HBBVs” (Patterns 6~8), two symmetrical outer layers of HBBVs made greater contribution to improving LBLs’ dimensional stability, whereas only one symmetrical outer layer of HBBV did not work well. Particularly, pure HBBV-boards (Pattern 9) had the lowest thickness swelling and water absorption rate, which could be attributed to the situation that all the bamboo bundle fibers were compressed tightly to occupy the limited space rather than bamboo slivers, while relatively high content of resin contributed to capturing moisture absorption sites as many as possible [22]. It can be concluded that adding two layers of HBBVs was helpful to enhance dimensional stability (24-hour underwater) irrespective of base board (core material).
Dimensional Stability after 28-hour “Boil-Dry-Boil” Cyclic Treatment
Tab. 2 presents dimensional change of LBLs after separated procedures of 28-hour “boil-dry-boil” cyclic treatment. For the group “BSVs + 1/2 BBVs/HBBVs”, two symmetrical outer layers of BBVs or HBBVs made greater contribution to reducing LBLs’ thickness swelling and water absorption rate, while only one symmetrical outer layer did not help much. There was no significant difference in 4 h’, 24 h’, and 28 h’ thickness swelling rate among the group “BBVs + 0/1/2 HBBVs”, while pure HBBV-board possessed the best dimensional stability upon 28-hour “boil-dry-boil” ordeal.
From an overall perspective, the boards with BBVs as base boards (Patterns 6~9) had smaller dimensional change or less water absorption than those with BSVs as base (Patterns 1~5). There were bamboo green and bamboo yellow in BSVs, rather than BBVs. The presence of different ingredients in bamboo units resulted in different degree of drying shrinkage and hydroscopic swelling upon temperature-humidity change [18], which further led to larger dimensional change and higher water absorption towards boards with BSVs as the base. Besides, finely dispersed bamboo-bundle fibers were more easily compacted than bamboo-sliver fibers, which kept a majority of inner space (voids, etc.) themselves. This would affect boards’ bonding in some degree that much room was left for the intrusion of moisture, which further influenced dimensional stability.
3.2.2 Deformation Resistance (Static Load)
Three-point Bending Properties
Three-point bending properties of LBLs are displayed in Tab. 3. Two symmetrical outer layers of BBVs/HBBVs made great contribution to improving LBLs’ MOE significantly for boards with BSVs as the base (seen in Patterns 1, 3 and 5), while had little impact on MOR. Meanwhile, the presence of two symmetrical outer layers of HBBVs enhanced both MOE and MOR for boards with BBVs as the base (seen in Patterns 6 and 8). Thermo-cured HBBVs possessed higher value of stiffness due to the tighter bonding caused by gradient adhesive loading and initial morphology of bamboo units. Surface layers of HBBVs provided laminated composites with higher stiffness, which was expressed quantitatively as higher MOE.
Through the comparison between HHBBBHH (Pattern 8) and HHHHHHH (Pattern 9), it can be concluded that excessive addition of HBBVs led to certain improvement in MOR, but non-significant raise in MOE. The differential part (BBB or HHH) appeared near or in neutral layer, which did not reflect significant difference in MOE, as the job of resisting bend-deformation was undertaken primarily by the same surface layers of bamboo units (HH). As the loading continued, crack initiation and propagation occurred that the inner material did experience load bearing. Thermo-cured HBBVs possessed higher value of strength than BBVs due to gradient adhesive loading, that HHHHHHH (Pattern 9) performed higher MOR than HHBBBHH (Pattern 8).
Table 3: Three-point bending and vertical shearing properties of LBLs before and after 28-hour “boil-dry-boil” cyclic treatment

Vertical Shearing Strength before and after 28-hour “Boil-Dry-Boil” Cyclic Treatment
Tab. 3 presents vertical shearing strength of LBLs before and after 28-hour “boil-dry-boil” cyclic treatment. It can be observed that there was no significant difference in shearing strength among the group “BSVs + 0/1/2 BBVs/HBBVs” (Patterns 1~5), while the addition of 1/2 outer layers of BBVs/HBBVs performed some strengthening effect in anti-shearing towards LBLs after 28-hour “boil-dry-boil” cyclic treatment. For the group “BBVs + 0/1/2 HBBVs” (Patterns 6~8), two symmetrical outer layers of HBBVs made greater contribution to improving LBLs’ shearing strength before and after 28-hour “boil-dry-boil” cyclic treatment, whereas only one symmetrical outer layer of HBBV did not work well. Besides, excessive addition of HBBVs contributed to non-significant rise in anti-shearing (seen in Patterns 8 and 9) whether the boards experienced the “boil-dry-boil” process. Besides, it is observed that the boards with more layers of BBVs or HBBVs possessed lower decline rate, which exhibited better stability towards coupled hydro-thermo environment.
Sample weight was measured after 100 and 200 r (revolutions), and mass loss within 1st and 2nd 100 r was calculated, as Fig. 7 presents. It would be better understood if a classification was made beforehand that 1st Group included LBLs with BSV as surface (Pattern 1), 2nd Group contained those with BBVs as surface (Patterns 2 and 3), and 3rd Group covered the ones with HBBVs as skin layer (Patterns 4~9). It can be obviously observed in Fig. 7 that boards within 1st Group had the least abrasive mass loss (0.0342 ± 0.0009 and 0.0329 ± 0.0008 for 1st and 2nd 100r’ abrasion, respectively), followed by 2nd Group. It could be explained that the presence of bamboo green in radial bamboo slivers, rather than bamboo bundle, provided 1st Group’s boards with better abrasion resistance.
Boards within 3rd Group were subjected to the most severe mass loss under the same wear environment, which could be caused by gradient adhesive loading. Initial morphology of bamboo unit BBV and HBBV were the same, however the latter possessed larger amount of cured PF resin, whose brittleness went against excellent abrasion. It can be concluded herein that symmetrical outer layer of BBV or HBBV did not help much in surface abrasion resistance of LBLs.

Figure 7: Surface abrasion of LBLs for different patterns of assembly
3.2.4 Deformation Resistance (Drop-Hammer Impact Properties)
Several performance parameters of LBLs during drop-hammer impact test, had been illustrated in Fig. 8. The comparison within the group “BSVs + 0/1/2 BBVs/HBBVs” (Patterns 1~5) indicated that only one pair of outer BBV exerted little enhancing effect in peak load under drop impact, while the other layer-up structures led the composites to achieve higher peak load. There was no significant difference in peak load among the group “BBVs + 0/1/2 HBBVs” (Patterns 6~8), while pure HBBV-boards (Pattern 9) possessed the highest due to their tighter formation (high adhesive loading, inexistence of bamboo green) for better reception and transmission of force.
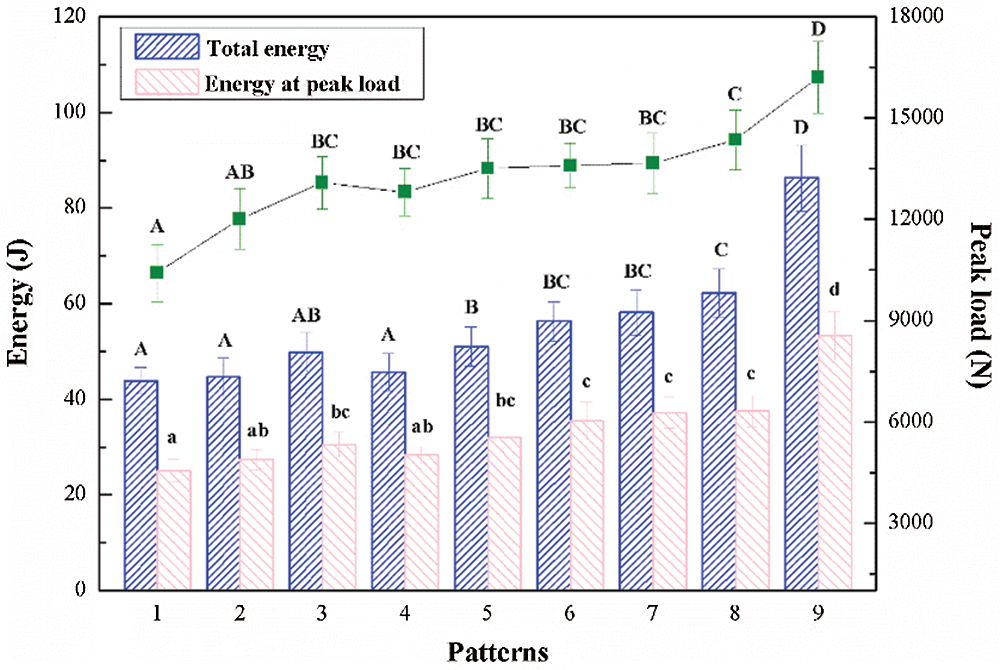
Figure 8: Drop-hammer impact properties of LBLs for different patterns of assembly
Boards in this paper were manufactured with all the fibers parallel in the length direction, which had a lower strength in the transverse direction due to the lack of bamboo fibers (bamboo slivers or bamboo bundles) as reinforcement. Therefore, no enhanced fibers could be ruptured firstly in the width direction under the effect of longitudinal stress wave, and then the board had to bear uniaxial load only in length direction, which brought about stress distribution imbalance. Once micro-cracks developed, many micro-fissures extended and merged in laminated layers to form cracks along the fiber direction, leading to the fracture failure of the board (Fig. 9).

Figure 9: Damage morphology (front side) of LBLs after drop-hammer impact
As Fig. 10 presented, the nine patterns of boards can be classified into four types upon the analysis of impact damage towards them. Based on the text and graphic description of BSV and BBV (Sections 2.1.1, 2.1.2 and Fig. 1), the gaps were generated easily around the section of BSVs during fabrication of LBLs. Cracks can be observed clearly between single bamboo sliver and next-door bamboo sliver within the same layer of BSV (Figs. 10a and 10b), which would accelerate the delamination failure instantaneously. The more the cracks or gaps existed inside the boards, the faster the overall failure came, that is, the less energy was absorbed by the composites. In this way, LBLs named “pure HBBVs” achieved the highest total energy (86.25 J ± 6.85 J) and energy at peak load (53.30 J ± 5.03 J) (Fig. 8), due to its possession of the densest structure (Fig. 10d). Such energy values were slightly higher than those reported elsewhere [32], which can be attributed to the greater thickness (20 mm vs. 12.5 mm) and higher adhesive loading (one more “glue dipping-belt drying” procedure) herein.

Figure 10: Four types of side face for different patterns of assembly for LBLs
Distribution of adhesive inside BSV, BBV, HBBV was captured by SEM, and gradient adhesive loading of different porous laminates (8.51% ± 0.19%, 12.23% ± 0.27% and 24.02% ± 0.60%) can be clearly reflected through Fig. 11. Vessels and the space PF resin did not occupy within BSV, can be regarded as some kind of pores or gaps, while some starch granule can be even found. The higher occupancy of adhesive made HBBV with less exposure of cavities or pores than BBV. Upon hot-pressing, the surplus resin adhered to individual vascular bundle would transfer to neighboring vacant position to create kinds of links for a denser structure (Fig. 10d).
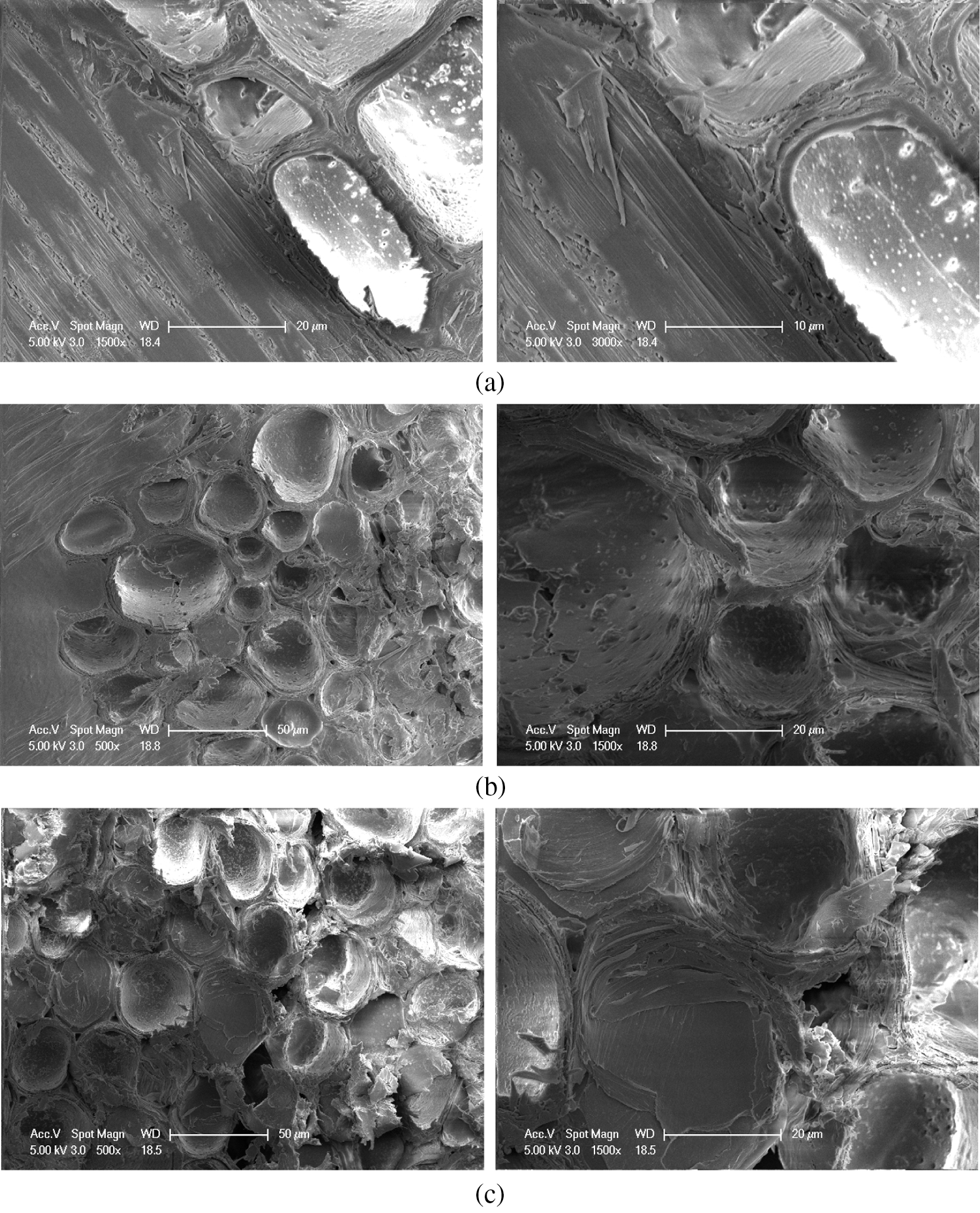
Figure 11: Distribution of adhesive inside BSV, BBV, HBBV by SEM observation. (a) BSV, (b) BBV, (c) HBBV
1. As the amount of knitting threads added, light transmittance (LT) of bamboo-bundle veneer (BBV) decreased almost linearly, while mechanical stiffness (MS) increased slightly. Five threads were considered a reasonable option to connect BBV with a length of 2100 mm, based on the tolerable quality (LT < 7 and MS > 900 N/mm) as well as cost and efficiency.
2. Adding two outer layers of high-content-resin bamboo bundle veneers (HBBVs) symmetrically was helpful to enhance 24-hour underwater dimensional stability and 28-hour “boil-dry-boil” dimensional stability for boards with bamboo-sliver veneer (BSV) as core material. More than two layers of surface HBBVs were needed to improve 28-hour “boil-dry-boil” dimensional stability for those boards with BBVs as core material. For 1st and 2nd 100 revolutions’ wear test, the abrasive mass loss of 1st Group (LBLs with BSVs as surface) was less than that of 2nd Group (LBLs with BBVs as surface), followed 3rd Group (LBLs with HBBVs as skin layer).
3. Two symmetrical surface layers of BBVs/HBBVs provided BSV-boards/BBV boards with greater non-deformability (MOE) for the surface enhancement. Shearing strength (SS) of BBV-boards undergoing 28-hour “boil-dry-boil” treatment would be raised upon the addition of two laminates of HBBVs, whereas that of BSV-boards would not be increased with the corresponding BBVs due to the poorer internal bonding themselves. Drop-hammer impact was kind of test on composites’ ability to absorb energy that only one or two pair of surface BBVs or HBBVs would be not enough to help enhance anti-impact property significantly.
Funding Statement: This work was supported by Open Fund of Key Laboratory of National Forestry and Grassland Administration/Beijing for Bamboo & Rattan Science and Technology [ICBR-2020-11]; China Postdoctoral Science Foundation [2019M660500]; Fundamental Research Funds of International Center for Bamboo and Rattan [1632019003].
Conflicts of Interest: The authors declare that they have no conflicts of interest to report regarding the present study.
1. Liese, W. (1987). Research on bamboo. Wood Science and Technology, 21(3), 189–209. DOI 10.1007/BF00376190. [Google Scholar] [CrossRef]
2. Xian, Y., Chen, F. M., Li, H. D., Wang, G., Cheng, H. T. et al. (2015). The effect of moisture on the modulus of elasticity of several representative individual cellulosic fibers. Fibers and Polymers, 16(7), 1595–1599. DOI 10.1007/s12221-015-5079-2. [Google Scholar] [CrossRef]
3. Liu, W., Yu, Y., Hu, X. Z., Han, X. Y., Xie, P. (2019). Quasi-brittle fracture criterion of bamboo-based fiber composites in transverse direction based on boundary effect model. Composite Structures, 220(41–48), 347–354. DOI 10.1016/j.compstruct.2019.04.008. [Google Scholar] [CrossRef]
4. Qiu, Z. Y., Fan, H. L. (2020). Nonlinear modeling of bamboo fiber reinforced composite materials. Composite Structures, 238(1), 111976. DOI 10.1016/j.compstruct.2020.111976. [Google Scholar] [CrossRef]
5. Ren, D., Yu, Z. X., Li, W. J., Wang, H. K., Yu, Y. (2014). The effect of ages on the tensile mechanical properties of elementary fibers extracted from two sympodial bamboo species. Industrial Crops and Products, 62(1), 94–99. DOI 10.1016/j.indcrop.2014.08.014. [Google Scholar] [CrossRef]
6. Wang, H. K., Tian, G. L., Li, W. J., Ren, D., Zhang, X. X. et al. (2015). Sensitivity of bamboo fiber longitudinal tensile properties to moisture content variation under the fiber saturation point. Journal of Wood Science, 61(3), 262–269. DOI 10.1007/s10086-015-1466-y. [Google Scholar] [CrossRef]
7. Chen, H., Yu, Y., Zhong, T. H., Wu, Y., Li, Y. J. et al. (2017). Effect of alkali treatment on microstructure and mechanical properties of individual bamboo fibers. Cellulose, 24(1), 333–347. DOI 10.1007/s10570-016-1116-6. [Google Scholar] [CrossRef]
8. Cui, L., Peng, W. X., Sun, Z. J., Shang, L. L., Chang, G. N. (2014). Weibull statistical analysis of tensile strength of vascular bundle in inner layer of moso bamboo culm in molecular parasitology and vector biology. Pakistan Journal of Pharmaceutical Sciences, 27(4), 1083–1087. DOI 10.4314/tjpr.v13i7.24. [Google Scholar] [CrossRef]
9. Deng, J. C., Wang, G. (2018). Axial tensile properties and flexibility characteristics of elementary units from multidimensional bamboo-based composites: Radial and tangential moso bamboo slivers. Holzforschung, 72(9), 779–787. DOI 10.1515/hf-2018-0017. [Google Scholar] [CrossRef]
10. Wei, X., Zhou, H. Y., Chen, F. M., Wang, G. (2019). Bending flexibility of moso bamboo (Phyllostachys edulis) with functionally graded structure. Materials, 12(12), 2007–2017. DOI 10.3390/ma12122007. [Google Scholar] [CrossRef]
11. Salih, A. A., Zulkifli, R., Azhari, C. H. (2020). Tensile properties and microstructure of single-cellulosic bamboo fiber strips after alkali treatment. Fibers, 8(5), 26–35. DOI 10.3390/fib8050026. [Google Scholar] [CrossRef]
12. Chen, F. M., Jiang, Z. H., Wang, G., Li, H. D., Lee, M. S. et al. (2016). The bending properties of bamboo bundle laminated veneer lumber (BLVL) double beams. Construction and Building Material, 119(3), 145–151. DOI 10.1016/j.conbuildmat.2016.03.114. [Google Scholar] [CrossRef]
13. Deng, J. C., Chen, F. M., Li, H. D., Wang, G., Sheldon, Q. S. (2016). The effect of PF/PVAC weight ratio and ambient temperature on moisture absorption performance of bamboo-bundle laminated veneer lumber. Polymer Composites, 37(3), 955–962. DOI 10.1002/pc.23255. [Google Scholar] [CrossRef]
14. Lou, Z. C., Yuan, T. C., Wang, Q. Y., Wu, X. W., Hu, S. H. et al. (2021). Fabrication of crack-free flattened bamboo and its macro-/micro- morphological and mechanical properties. Journal of Renewable Materials. DOI 10.32604/jrm.2021.014285. [Google Scholar] [CrossRef]
15. Chen, H., Zhang, Y. T., Yang, X., Ji, H., Zhong, T. H. et al. (2019). A comparative study of the microstructure and water permeability between flattened bamboo and bamboo culm. Journal of Wood Science, 65(1), 1–14. DOI 10.1186/s10086-019-1842-0. [Google Scholar] [CrossRef]
16. Kurt, R., Merıç, H., Aslan, K., Çil, M. (2012). Laminated veneer lumber (LVL) manufacturing using three hybrid poplar clones. Turkish Journal of Agriculture and Forestry, 36(2), 237–245. DOI 10.3906/tar-1005-958. [Google Scholar] [CrossRef]
17. Chen, F. M., Jiang, Z. H., Deng, J. C., Wang, G., Zhang, D. et al. (2014). Evaluation of the uniformity of density and mechanical properties of bamboo-bundle laminated veneer lumber (BLVL). Bioresources, 9(1), 554–565. DOI 10.15376/biores.9.1.554-565. [Google Scholar] [CrossRef]
18. Deng, J. C., Wei, X., Zhou, H. Y., Wang, G., Zhang, S. B. (2020). Inspiration from table tennis racket: Preparation of rubber-wood-bamboo laminated composite (RWBLC) and its response characteristics to cyclic perpendicular compressive load. Composite Structures, 241(3), 112135. DOI 10.1016/j.compstruct.2020.112135. [Google Scholar] [CrossRef]
19. Deng, J. C., Li, H. D., Wang, G., Chen, F. M., Zhang, W. F. (2015). Effect of removing extent of bamboo green on physical and mechanical properties of laminated bamboo-bundle veneer lumber. European Journal of Wood and Wood Products, 73(4), 499–506. DOI 10.1007/s00107-015-0897-x. [Google Scholar] [CrossRef]
20. Xie, J. L., Qi, J. Q., Hu, T. X., Hoop, C. F. D., Hse, C. Y. et al. (2016). Effect of fabricated density and bamboo species on physical-mechanical properties of bamboo fiber bundle reinforced composites. Journal of Material Science, 51(16), 7480–7490. DOI 10.1007/s10853-016-0024-3. [Google Scholar] [CrossRef]
21. He, S., Xu, J., Wu, Z. X., Yu, H., Chen, Y. H. et al. (2018). Effect of bamboo bundle knitting on enhancing properties of bamboo scrimber. European Journal of Wood and Wood Products, 76(3), 1071–1078. DOI 10.1007/s00107-017-1263-y. [Google Scholar] [CrossRef]
22. Zhou, H. Y., Wei, X., Lee, M. S., Wang, G., Chen, F. M. (2019). Evaluation of uniformity of bamboo bundle veneer and bamboo bundle laminated veneer lumber (BLVL). Forests, 10(10), 921–934. DOI 10.3390/f10100921. [Google Scholar] [CrossRef]
23. Yu, Y. L., Huang, X. N., Yu, W. J. (2014). A novel process to improve yield and mechanical performance of bamboo fiber reinforced composite via mechanical treatments. Composites Part B Engineering, 56(1), 48–53. DOI 10.1016/j.compositesb.2013.08.007. [Google Scholar] [CrossRef]
24. Yu, Y. L., Zhu, R. X., Wu, B. L., Hu, Y. A., Yu, W. J. (2015). Fabrication, material properties, and application of bamboo scrimber. Wood Science and Technology, 49(1), 83–98. DOI 10.1007/s00226-014-0683-7. [Google Scholar] [CrossRef]
25. Meng, F., Liu, R., Zhang, Y. (2019). Improvement of the water repellency, dimensional stability, and biological resistance of bamboo-based fiber reinforced composites. Polymer Composites, 40(2), 506–513. DOI 10.1002/pc.24677. [Google Scholar] [CrossRef]
26. Li, H. D., Chen, F. M., Cheng, H. T., Deng, J. C., Wang, G. et al. (2014). Large-span bamboo fiber-based composites, Part I: A prediction model based on the Lucas-Washburn equation describing the resin content of bamboo fiber impregnated with different PVAC/PF concentrations. Bioresources, 9(4), 6408–6419. DOI 10.15376/biores.9.4.6408-6419. [Google Scholar] [CrossRef]
27. Banik, N., Dey, V., Sastry, G. R. K. (2018). An experimental assiduity on the dominance of process parameters on mechanical properties for making a fire retardant bamboo fiber composite with the help of Taguchi experimental design. Materials Today Proceedings, 5(2), 5701–5708. DOI 10.1016/j.matpr.2017.12.164. [Google Scholar] [CrossRef]
28. Zhou, Z. X., Yao, X. L., Du, C. G., Yu, H. L., Huang, Q. L. (2018). Effect of hygroscopicity of fire retardant on hygroscopicity of fire retardant bamboo chips. Wood Research, 63(3), 373–382. [Google Scholar]
29. Hu, Y. A., He, M., Hu, X. X., Song, W., Chen, Z. H. et al. (2018). Bonding technology for bamboo-based fiber reinforced composites with Phyllostachys bambusoides f. shouzhu Yi. Bioresources, 13(3), 6047–6061. DOI 10.15376/biores.13.3. [Google Scholar] [CrossRef]
30. National Forestry and Grassland Administration. (2013). Test methods of evaluating the properties of wood-based panels and surface decorated wood-based panels. Chinese national standard GB/T 17657–2013. Standardization Administration of China. [Google Scholar]
31. National Forestry and Grassland Administration. (2006). Laminated veneer lumber. Chinese national standard GB/T 20241–2006. Standardization Administration of China. [Google Scholar]
32. Chen, F. M., Deng, J. C., Cheng, H. T., Li, H. D., Jiang, Z. H. et al. (2014). Impact properties of bamboo bundle laminated veneer lumber by preprocessing densification technology. Journal of Wood Science, 60(6), 421–427. DOI 10.1007/s10086-014-1424-0. [Google Scholar] [CrossRef]
 | This work is licensed under a Creative Commons Attribution 4.0 International License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |