DOI: 10.32604/jrm.2021.013586
ARTICLE
Effect of Recycling Cycles on the Mechanical and Damping Properties of Flax Fibre Reinforced Elium Composite: Experimental and Numerical Studies
1Acoustics Laboratory of Le Mans University, Le Mans University, Le Mans, 72085, France
2Laboratory of Mechanics Modelling and Production, National School of Engineering of Sfax, Sfax, 3038, Tunisia
*Corresponding Author: Sami Allagui. Email: sami11allagui@gmail.com
Received: 12 August 2020; Accepted: 21 October 2020
Abstract: This manuscript deals with the effects of recycling on the static and dynamic properties of flax fibers reinforced thermoplastic composites. The corresponding thermoplastic used in this work is Elium resin. It’s the first liquid thermoplastic resin that allows the production of recycled composite parts with promising mechanical behavior. It appeared on the resin market in 2014. But until now, no studies were available concerning how it can be recycled and reused. For this study, a thermocompression recycling process was investigated and applied to Elium resin. Flax fiber-reinforced Elium composites were produced using a resin infusion process and were subjected to different thermomechanical recycling operations. For each material, five recycling operations were carried out on the raw material. A total of 10 different materials were investigated and tested by means of tensile and free vibration tests to evaluate the effect of recycling on their behavior. In addition, a finite element model of the dynamic problem was developed to evaluate the loss factor and natural frequencies regarding different cases. The results obtained show that the failure tensile properties of Elium resin as well as flax fiber reinforced composites decrease during recycling operations. Conversely, recycling induces a rise in the elastic modulus. Moreover, improvement in the dynamic stiffness was observed with recycling operations. But repeated recycling appeared to have negligible effects on the loss factor of the recycled materials. The results obtained from the experiment and the numerical analyses were in close agreement.
Keywords: Recycling; thermoplastic bio-composites; thermocompression process; tensile properties; vibration; loss factor
The production of composite materials with a polymer matrix has increased in the last 30 years, replacing metals in various sectors such as the automotive, aerospace and renewable energy industries. But the main problem with these composite materials is the recycling process because of their heterogeneous structure, and especially thermoset-based polymer composites, which generate a large amount of composite waste. Therefore, the disposal of end of life composite materials in an environmentally friendly way is one of the biggest challenges currently facing the industrial and academic composite community. Scientists have directed their research to the development of new recyclable materials in order to avoid the traditional ways of dealing with composite waste: landfill or incineration. These methods are relatively inexpensive waste management methods but they are not recommended by the European Union (EU)’s Waste Framework Directive [1]. Landfill of composite waste is already prohibited in Germany, and other EU countries are expected to follow this route [1].
The use of recyclable materials such as thermoplastic matrix during the production of composite materials is one of the best solutions to deal with waste treatment. These types of materials can be heated above their melting temperature and molded into new shapes, which means that they can be re-used directly into new products [2]. However, it is very important to note that recycling may cause a reduction of some of the mechanical properties of the material [3]. Tri et al. [4] studied composites made from recycled polypropylene PP reinforced with natural fibers (bamboo fibers). They have shown that thermoplastic matrices such as polyethylene (PE) [5,6], polypropylene (PP) [7,8], polystyrene (PS) [9,10] are the most used due to their satisfactory treatment temperature. In fact, the required temperature for producing composites with these thermoplastics is less than 220°C, which makes it possible to avoid thermal deterioration of the lignocellulosic fibers. In addition to these synthetic resins, bio-based and biodegradable thermoplastics are appearing such as polylactide [11] and poly (butylene succinate) (PBS) [12–14]. These materials present the best solution to face current environmental problems related to plastic pollution. However, despite good environmental performance, their characteristics (mechanical, thermal, etc.) generally limit their use for structural applications.
To reduce the environmental problems of composite waste, another solution has been studied by several researchers. It’s the use of natural reinforcement such as flax and hemp fibers [15]. Materials scientists and engineers around the world have focused their research on the study of new composites based on plant fibers for reinforcement. This is due to their particular biodegradability which ensure a reduction in environmental pollution. Further, they have lower cost and comparatively good thermal and mechanical properties [16,17]. In the automotive and aerospace industries, these fibers are used due to their low density (around 1.5 g/cm3) [18] compared to synthetic ones. This reduces the weight of structures and consequently increases fuel efficiency [19]. As a result of all these advantages, we can produce a composite material with specific stiffness and strength comparable to glass fiber-reinforced composites [20,21]. Bonnafous [22] has shown that the glass/epoxy, flax/epoxy and hemp/epoxy composites have similar specific mechanical characteristic when we use a fiber-mass ratio of about 50%. Therefore, natural fibers can replace synthetic fibers in various applications.
By using thermoplastic resin as a matrix and natural fibers as reinforcement, we can produce a recyclable material with less environmental impact. But an important question must be asked׃ What process can be used to recycle this type of material? Recycling thermoplastic composites can be accomplished using several methods [23] such as mechanical processes (mainly grinding), pyrolysis and other thermal processes, and solvolysis. A comprehensive overview on the technologies for recycling composite materials was given by Henshaw et al. [24]. Moreover, Pimenta et al. [25] present in their study an excellent technology review on recycling carbon fiber reinforced polymers for structural applications. Also, recycling technologies have been addressed in the handbook published by Goodship [26]. This study focuses specifically on a recycling method based on a thermomechanical process. This technique, which will be presented later, is inspired by the progress achieved in recent years in the processes of implementing cut thermoplastic prepregs. It consists of reshaping the waste into the required component by the combined action of temperature and pressure. The material manufactured after this recycling process is a short-fiber-reinforced composite because the raw continuous fiber material must be cut into small prepreg composites before any compression process. Consequently, this recycling method causes loss of performance in the composites due to the reduction of fiber length and the inability to control fiber orientation, not to mention damage to the polymer and deterioration of the fiber-matrix interface. In addition, it should be noted that the thermocompression manufacturing cycle depends on three parameters: pressure, holding time and temperature. In the literature, many studies are interested in the influence of such parameters on the composite quality. We can note that the melting temperature of thermoplastics is very high which imposes a short manufacturing time in order to avoid damage to the natural fibers. Destaing [27] showed that flax fibers can be exposed to 200°C for only 5 min or 160°C for 30 min without modifying their properties. Ochi [28] studied the effect of temperature on the tensile properties of Kenaf/PLA composite (unidirectional fibers). It shows that the optimum temperature for production is 160°C. A higher temperature (180°C) may cause loss in mechanical properties. This is explained by damage to kenaf fibers. As well, Bernard et al. [29] studied the effect of temperature on the mechanical properties of kenaf reinforced polypropylene composites. They examined the effect of six different temperatures: 190°C, 200°C, 210°C, 220°C, 230°C and 240°C. Their conclusion contradicts that of Ochi [28]: An increase in the manufacturing temperature leads to better mechanical properties. This is linked to the lack of fiber impregnation by the matrix at low temperature. They showed that an increase in the production temperature guarantees better fiber/matrix cohesion. Takagi et al. [30] studied the effect of pressure on cellulose nanofiber reinforced “green” composites. They found that the bending strength and modulus increase with the increase in pressure which ensures a better quality of the fiber/matrix interfaces. Rassmann et al. [31] showed the same result: Higher pressure causes a reduction in porosity and consequently an increase in tensile and bending strength. Another study, published by Takemura et al. [32] focuses on the effects of molding on the tensile properties of a biodegradable composite resin reinforced with hemp fiber. They showed that the optimum conditions, to obtain better tensile strength, were a molding temperature of 180°C applied for 20 min.
The thermocompression recycling technique was used by Mootho et al. [33] and mentioned in their published conference paper. They apply this process to bidirectional glass/polypropylene laminate waste. A temperature of 200°C and a pressure of 3 bars were used for recycling this material. It is shown that the modulus values are slightly affected compared to the raw composite. On the other hand, a very significant decrease in the strength is observed. These results are explained by the presence of zones rich in resin and the concentration of stress on the grain edges. Similarly, one can find work dealing with the effect of recycling processes on the mechanical and physical properties of polypropylene composites like that of Luda et al. [34] and Bahlouli et al. [35]. They observed in their work a significant loss of mechanical properties caused by the succession of polymer scission chains which reduce the failure strength and strain. Also, we can identify other works concerning the recycling of polypropylene alone such as Aurrekoetxea et al. [36] and Guerrica-Echevarria et al. [37]. They show that five recycling operations are necessary to observe significant loss in the mechanical properties. They also showed that the Young’s modulus increases with reprocessing which is explained by the increase in the crystallization rate with recycling.
The main objective of this study is to consider the recycling of recent thermoplastic composites reinforced with flax fibers and also, to prove that they can be recycled several times in different applications that require lower performance compared to non-recycled material. The innovative thermoplastic used in this work is Elium resin manufactured by Arkema [38]. This resin is an appropriate and widely-used liquid thermoplastic resin that allows the production of composite parts. An innovative method of recycling was employed in which we used a thermocompression process. The recycling process was applied to two types of material: Elium resin and a flax/Elium composite. For each material, five recycling operations were carried out on the material. The manufacturing parameters were chosen based on the literature. However, optimization of recycling parameters was necessary. A variety of physical and mechanical tests were then carried out on the raw and recycled materials. Finally, in order to better explain the experimental results, finite element analysis of the dynamic problem was carried out using a modal strain energy method.
2 Materials and Research Methodology
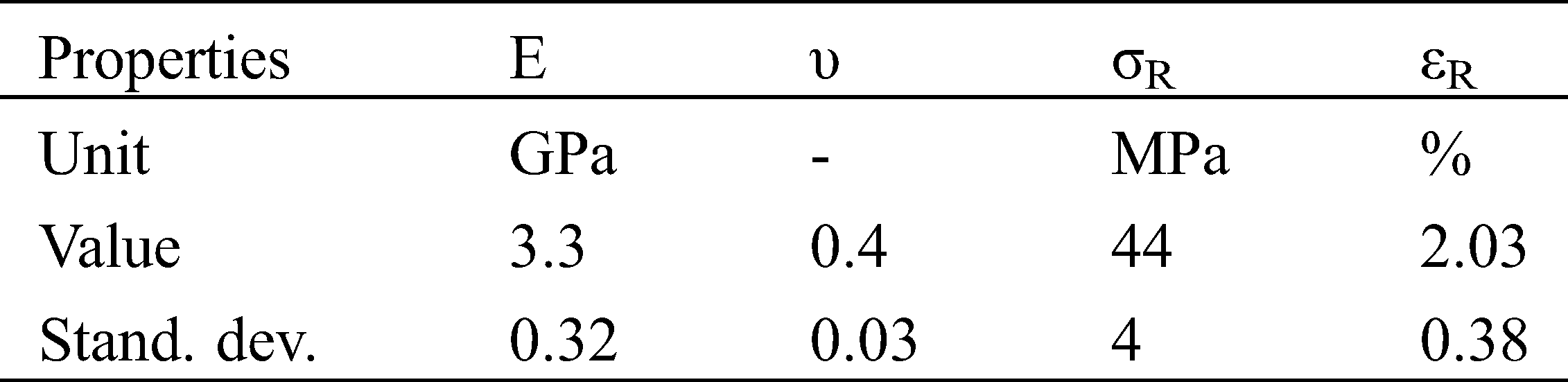
Elium resin is a Liquid Methylmethacrylate thermoplastic resin containing a mixture (MMA monomer + BPO initiator) with a viscosity of 100 cP [38–40]. It can be cured at room temperature and demoulded after 4 h, which includes 2 h of post-curing at 80°C. It is a low-viscosity resin developed for the manufacturing of thermoplastic composite parts by liquid resin processes such as resin transfer moulding (RTM) or liquid resin infusion (LRI). It can be used to produce structural composites reinforced by glass, carbon, glass or natural fibers such flax. This acrylic resin is activated by peroxide (CH50x). Due to its thermoplastic nature, the resin obtained after polymerization can theoretically be thermoformed and potentially recycled. It appeared on the resin market in 2014. But until now, its recyclable character has not been investigated and justified. The resulting thermoplastic composite parts show mechanical properties similar to those of parts made of epoxy resins [20] while presenting the major advantages of being post-thermoformable and recyclable and of offering new possibilities for composite/composite or composite/metal assemblies. The mechanical properties of Elium resin obtained by tensile tests are summarized in Tab. 1.
Table 1: Mechanical behavior of Elium resin deduced from tensile tests [20]
2.2 Unrecycled Primary Material
In order to better understand the properties of the recycled composite materials, a comparison with unrecycled primary material was necessary. In fact, it is essential for investigating the effects of recycling processes on physical and mechanical properties. For the recycled Elium specimens, the unrecycled material is a pure Elium specimen manufactured and studied by Monti et al. [20,41]. They have shown that Elium resin presents interesting mechanical properties compared to traditional resins such as GreenPoxy 56, epoxy SR 8500 and epoxy SR 1700. The unrecycled resin specimen will be denoted ER0.
For the comparison of the mechanical behavior of the recycled materials, a composite having a structure comparable to that of recycled materials is manufactured. The unrecycled composite considered in this work is a flax/Elium composite in which we have a random fiber orientation. This material is produced using a liquid resin infusion process (LRI). In order to produce this composite, various steps must be followed. First of all, the unidirectional flax fibers must be dried in an oven about 1 h at 110°C. This step serves to remove a sufficient quantity of water without affecting the mechanical properties of the flax fibers [42]. After drying, the layers of flax fibers are manually cut into short fibers lengths (Fig. 1). The dimensions of these parts are equal to [5 mm × 20 mm].
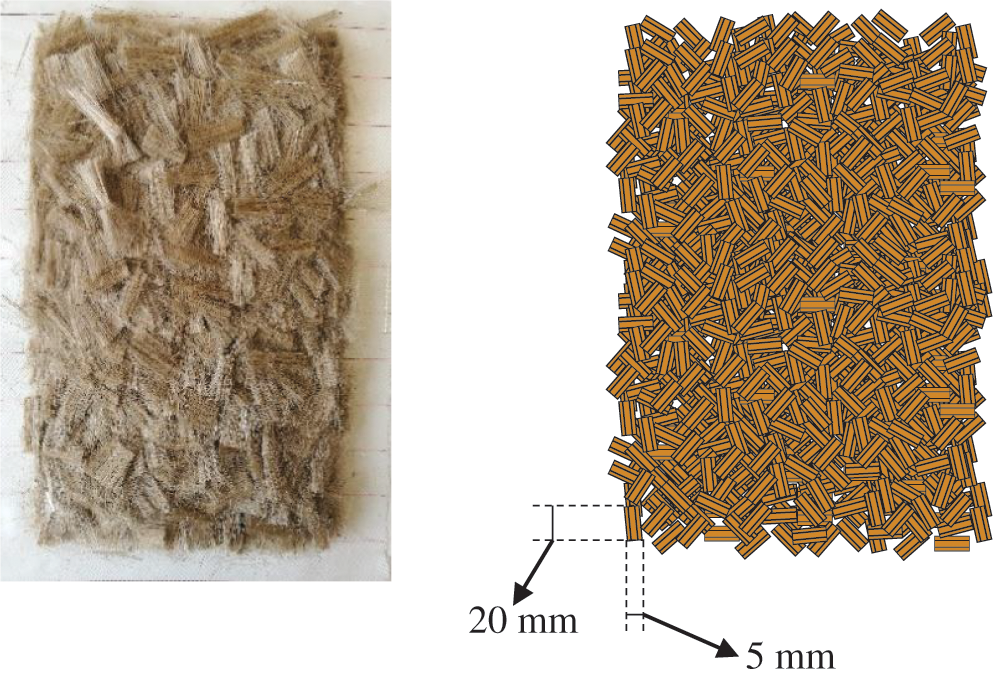
Figure 1: Unrecycled primary composite materials
These short fibers are then placed in a random way in a flat waxed mold. The fibers considered are inserted between two peel plies and then covered by a micro-perforated film. The role of the perforated film is to ensure adequate circulation of the resin during production. On the other hand, the peel plies facilitate the disassembly of the composite after production. The assembly is then covered with an impermeable flexible film attached to the mold by an adhesive sealer. Finally, in order to create the vacuum, two flexible pipes are inserted into two couplings which then ensure the inlet and the outlet of resin. The inlet pipe is immersed in a recipient that contains Elium and the outlet pipe is connected to a vacuum pump. Before the infusion process, maximum vacuum is applied for 1 h at least to allow degassing of the mold. Then, infusion is performed at a pressure of 0.5 bars. The resin is then distributed through the preform and impregnates the fibers. Once the fibers are totally impregnated, the resin intake is closed and the vacuum is maintained until the ambient temperature is less than the exothermic peak. In the rest of this study, the unrecycled composite specimen is denoted CR0.
In order to study the recycling of Lin/Elium composite materials, a recycling method has been developed. It allows the manufacture of a recycled material from composite waste. For that, unidirectional flax fiber reinforced Elium matrices, with a fiber volume fraction equal to 35%, were produced using a resin infusion process and were subjected to different thermomechanical recycling cycles. The recycling of flax/Elium composite was carried out using a thermocompression process (Fig. 2), which is a method for manufacturing composite materials. It is a molding technology that produces, in a single operation, cladding parts and structural parts made of thermoplastic composites. The recycling process consists firstly of cutting the initial material into small rectangular pieces. Then, we place these small particles between two steel plates which form the compression mold. Using a press machine, we obtain recycled specimens. This technique is carried out by compression of the materials between two hot plates. It is a process that allows us to recycle parts at a relatively high speed and produce variable thicknesses.
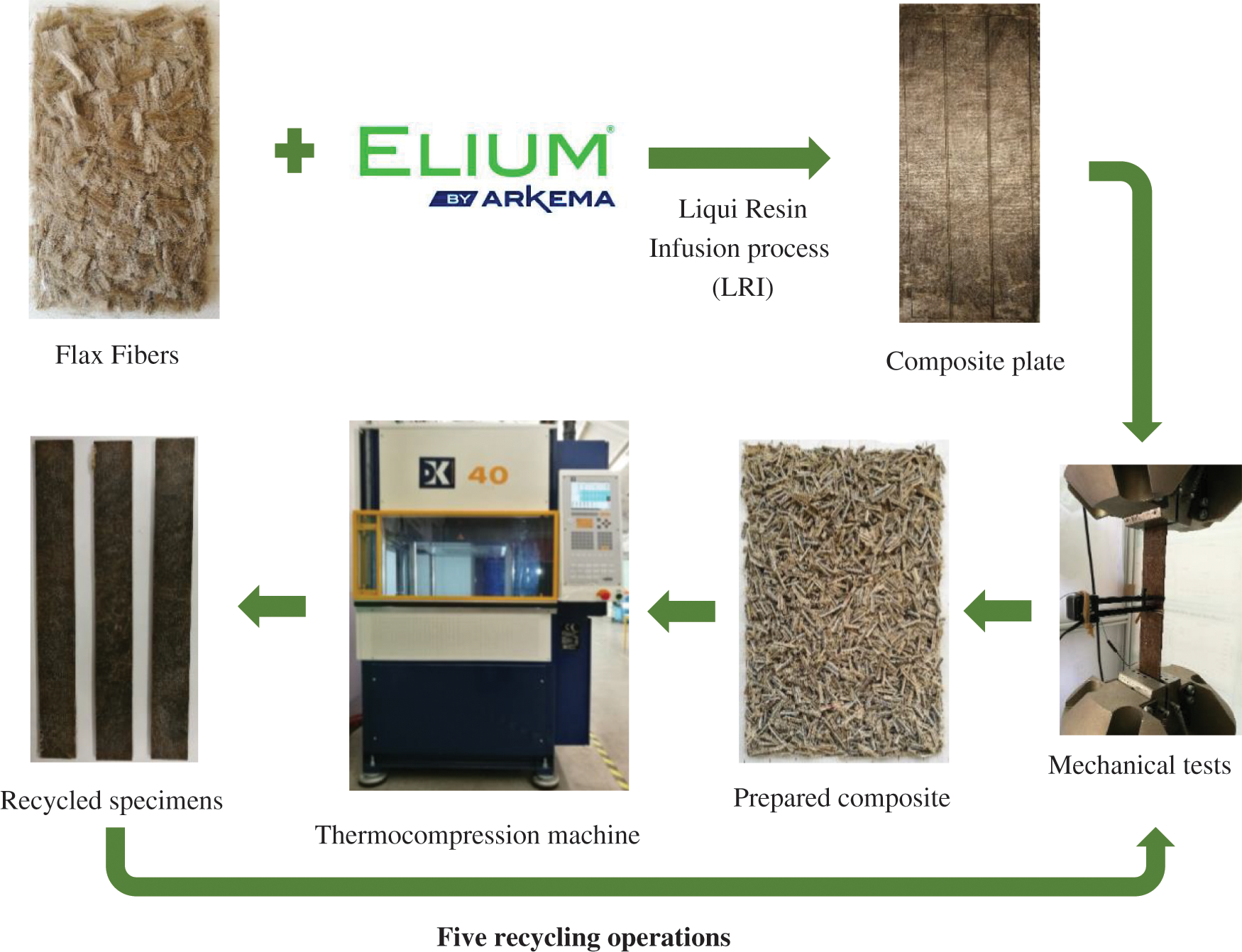
Figure 2: Manufacturing and recycling processes of the studied bio-composites
A 40-ton TCE press machine manufactured by DK Technologies was used for recycling the composite waste. An overview of the thermocompression recycling process is presented in Fig. 3. Once the parameter values are selected, the mobile lower plate rises towards the fixed upper plate. Between these two parts, the two steel plates (dimensions 450 × 450 mm2) of the mold are placed in which we insert the initial material. Both press plates are equipped with an internal regulation circuit for heating and cooling operations.
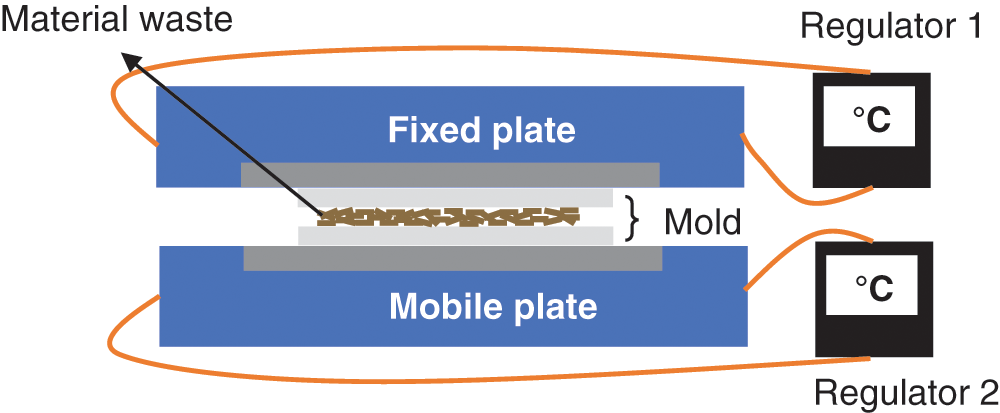
Figure 3: Schematic illustration of the thermocompression process
Fig. 4 presents the manufacturing cycles of recycling flax/Elium composites. The manufacturing process is carried out in five steps. Firstly, the mold is loaded and closed until a contact pressure is achieved. The mold is then subjected to a temperature ramp of 25°C/min until a temperature of 100°C is reached. The next step is to maintain the mold at this temperature for 5 min to ensure homogenous temperature in the mold. At the end of this stage, an ascending temperature ramp of 25°C/min is applied to the mold to reach the manufacturing temperature (170°C). At this stage, the manufacturing pression is applied (5 bars for Elium resin recycling and 20 bars for composite materials). Then, the mold is maintained at these conditions until the end of the thermocompression process (about 20 min). Finally, a descending temperature gradient of 25°C/min is applied to the mold until a temperature of 30°C is reached. This step permits the recovery of recycled material at low temperature.
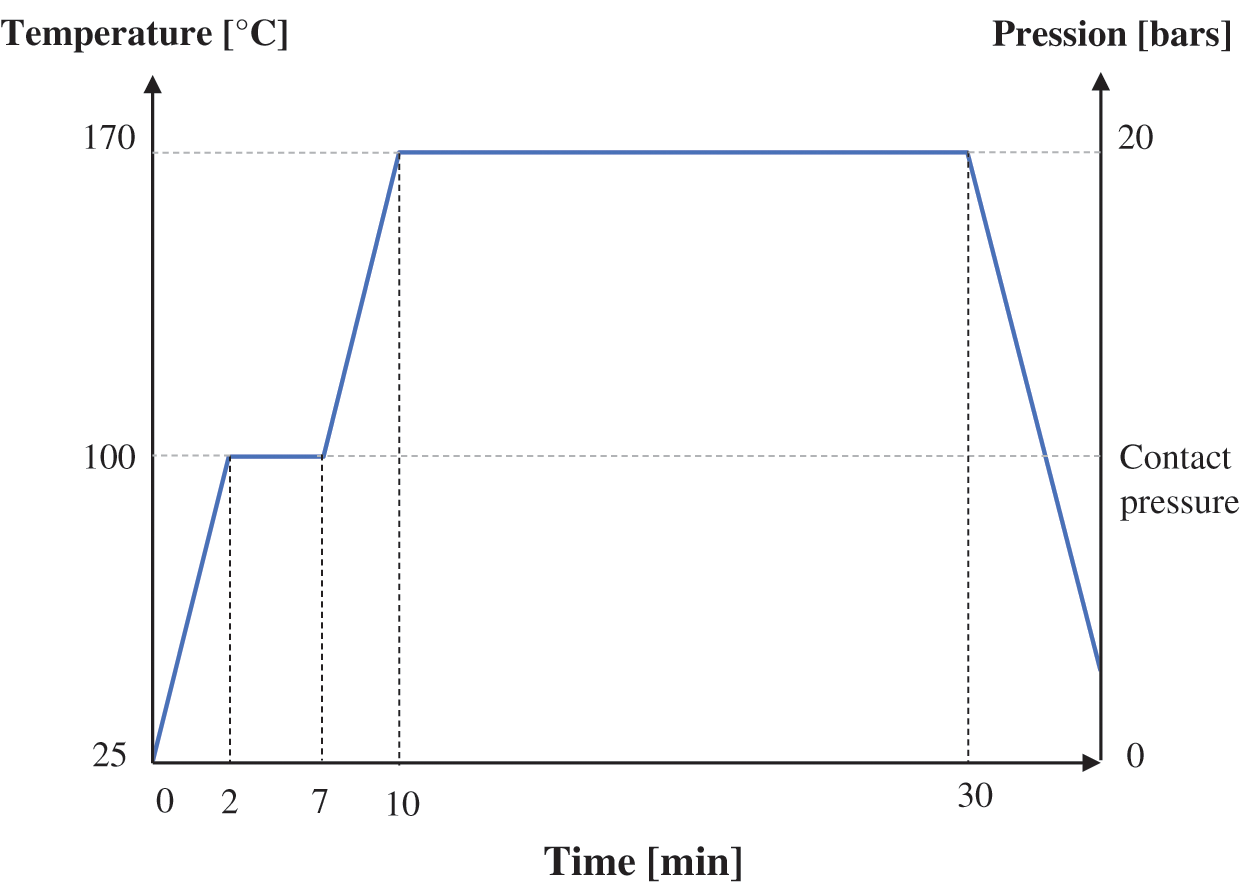
Figure 4: Thermocompression cycles applied to composite materials
In brief, this work considers the recycling of two types of material: Elium resin and flax/Elium composites. For each material, five operations of recycling are carried out on the material. The recycled Elium and composite specimens are denoted ERi and CRi respectively. The symbol “i” indicates the number of times they were recycled. The number zero corresponds to unrecycled material. The materials studied in this work are summarized in Tab. 2.
Table 2: Materials studied in this research

2.4.1 Static Experimental Setup
The experimental static tests were performed on recycled specimens for each recycling operation (Fig. 5). The effect of repeated recycling on the mechanical behavior of the materials was studied. The specimens were subjected to uniaxial loading based on the standard test method ASTM D3039/D3039M [43]. The tests were carried out with a tensile machine equipped with a 10 kN load cell. The mechanical properties obtained by tensile tests are: The elastic modulus (Young’s modulus: E); failure properties (failure stress  and failure strain (
and failure strain ( ) and Poisson’s ratio
) and Poisson’s ratio  . All of these properties were measured from a minimum of five test specimens at a strain rate of 0.5 mm/min at room temperature. The strains in the tensile direction were measured by means of an extensometer with a gauge length of 50 mm. The strains in the transverse direction were measured with a 5 mm strain extensometer. The machine was interfaced with a dedicated computer for testing and data acquisition. The recycled specimens were rectangular (30 × 250 × 3 mm).
. All of these properties were measured from a minimum of five test specimens at a strain rate of 0.5 mm/min at room temperature. The strains in the tensile direction were measured by means of an extensometer with a gauge length of 50 mm. The strains in the transverse direction were measured with a 5 mm strain extensometer. The machine was interfaced with a dedicated computer for testing and data acquisition. The recycled specimens were rectangular (30 × 250 × 3 mm).
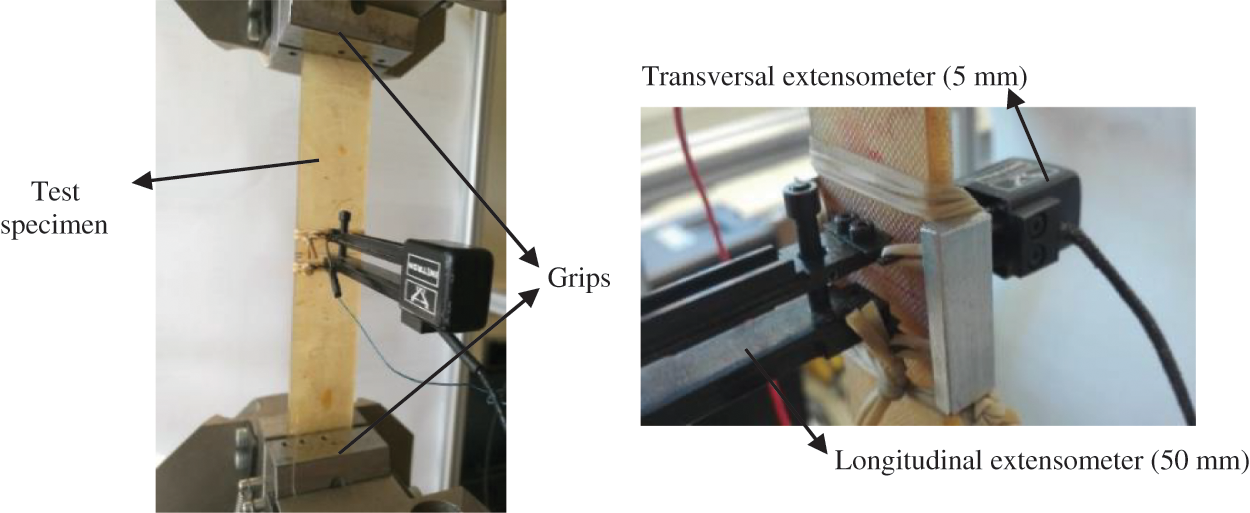
Figure 5: Experimental tensile test
2.4.2 Free Vibration Experimental Setup
To determine the dynamic properties of the recycled resin and composite materials, free vibration tests were performed on the recycled specimens as shown in Fig. 6. The beams were tested in a clamped/free configuration, in accordance with ASTM E-756 [44]. It consists in measuring the response of the free end of the beam exposed to an impact excitation close to the clamped end. The clamping length of the beam was set to 50 mm. Four free beam lengths were used (260, 230, 200 and 170 mm) in order to get variation in the peak frequency values. An impact hammer (PCB084A14) was used to induce the excitation of the flexural vibrations of the beam near to the clamped end. A laser vibrometer (OFV 303 sensor head) was used to detect the response of the free end of the beam. Then, the recorded signals were processed and digitized by a dynamic signal analyzer developed by LabView. An NVGate program, running on a personal computer, was associated with this analyzer in order to define the acquisition conditions and analyze the different signals acquired.
Afterwards, the modal properties of the recycled beams were determined by analyzing the experimental frequency response functions (FRF) obtained, as shown in Fig. 7a. There are different methods of analysis. The most commonly used is the Half Power Bandwidth method (HPB), presented in Fig. 7b, used by El Mahi et al. [45], Daoud et al. [46], and Essassi et al. [47]. It consists of analyzing each resonance peak of the FRF in an amplitude/frequency representation, using MATLAB software. It allows us to determine of the loss factor using Eq. (1).
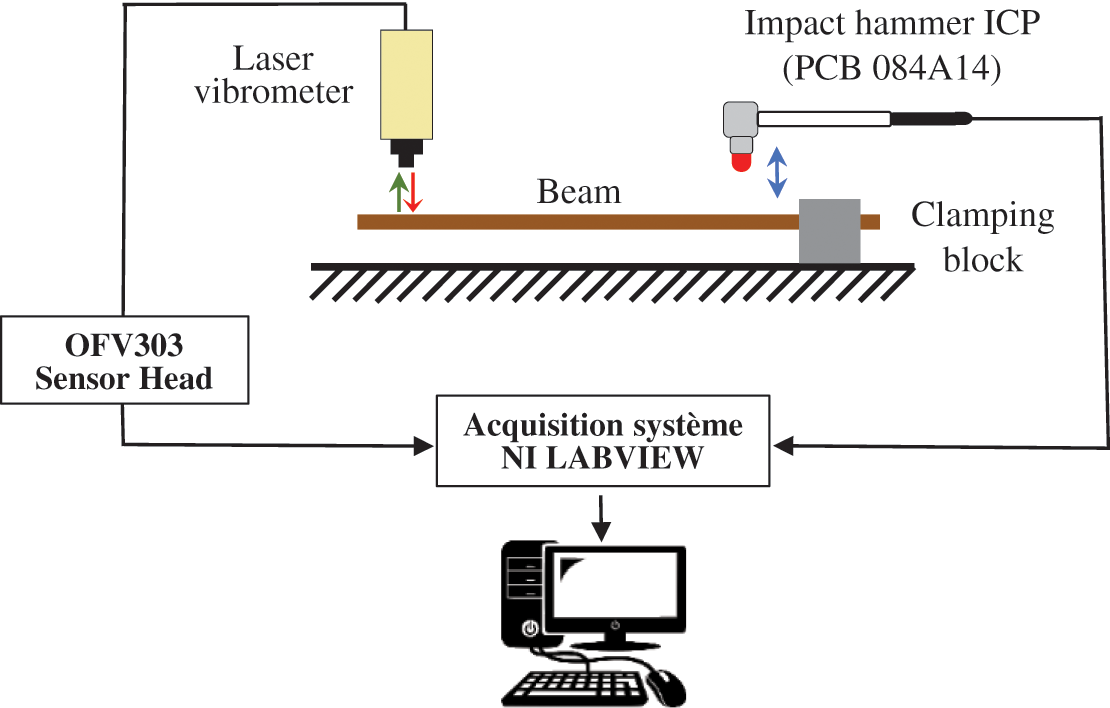
Figure 6: Experimental test for free vibration analysis
This equation defines the damping factor as a ratio of the difference between the bandwidth frequencies (Δfi), at which the amplitude resonance decreases by 3 dB, divided by the resonance frequency (fi) (Fig. 7b):

In addition, for every flexural mode, the Young’s modulus E of the recycled specimens was calculated using the following equation:

where ρ is the density of the composite material, l the free length of the beam, fn the resonance frequency of the nth flexural mode, e the thickness of the beam in the vibration direction and Cn a coefficient for nth mode of clamped/free beam, with C1 = 0.55959, C2 = 3.5069, C3 = 9.8194 and  =
=  for n > 3 [44].
for n > 3 [44].
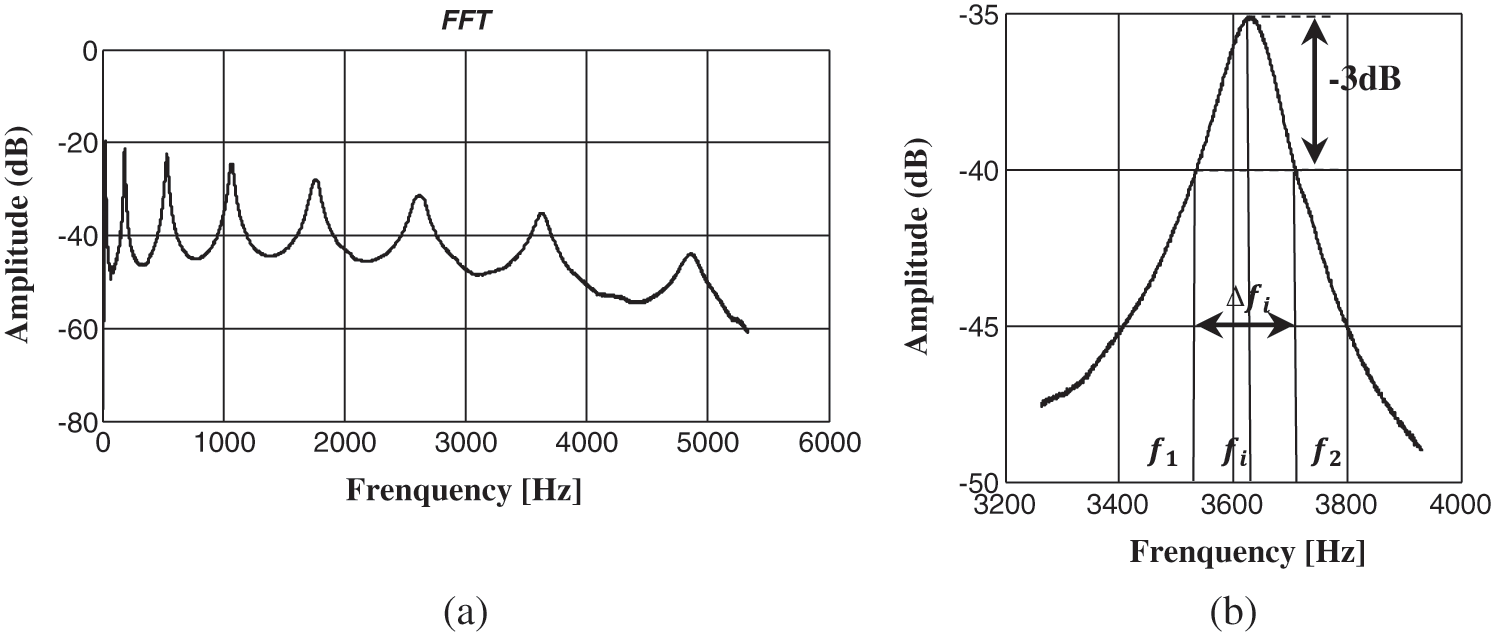
Figure 7: (a) Typical frequency response to an impulse in recycled materials and (b) Half power bandwidth method
In order to better explain the experimental results, finite element (FE) analysis of the dynamic problem is carried out in this section. In the literature, several numerical studies are developed to calculate the damping performance of fibers reinforced composites. Ross et al. [48] and Ungar et al. [49] developed the first theories for this purpose, particularly for constrained layer damping systems. Then Adams et al. [50] investigated the damping properties of reinforced composite materials using a modal strain energy method. It has been widely used in various works: El Mahi et al. [45], Assarar et al. [51], and Essassi et al. [52]. This method makes it possible to determine the total energy dissipated in the composite, which is the sum of energy dissipations in the different material directions. First, a FE model must be created to calculate the resonance frequencies, the stress and the strain tensors for each flexural mode. Then, to determine the global damping factor of the structures, the total strain energy and the dissipated energy are calculated.
2.5.1 Presentation of the Model and Determination of Resonance Frequencies
The numerical simulation modeling of a dynamic problem is presented in this section. The recycled materials studied were created using the commercial finite element software package MSC NASTRAN. The created beams were under clamped/free boundary conditions as shown in Fig. 7. Four free beam lengths were used: 260, 230, 200 and 170 mm. For all recycled materials, the width was 30 mm. The thickness was 2.5 mm and 3 mm for the recycled Elium and composite specimens, respectively. The recycled materials are assumed to have linear elastic behavior. The three-dimensional model was meshed using tetrahedral linear elements. For all beams, the number of nodes used to mesh the structure was set in an interval from 23845 to 30687. Fig. 8 presents the model mesh. The natural flexural frequencies of the beam structure were calculated using the Lanczos solver [53] on MSC NASTRAN solving the real eigenvalue problem defined by:

where [M] is the mass matrix specified for the material properties, [K] is the stiffness matrix and {q} is the nodal variable.
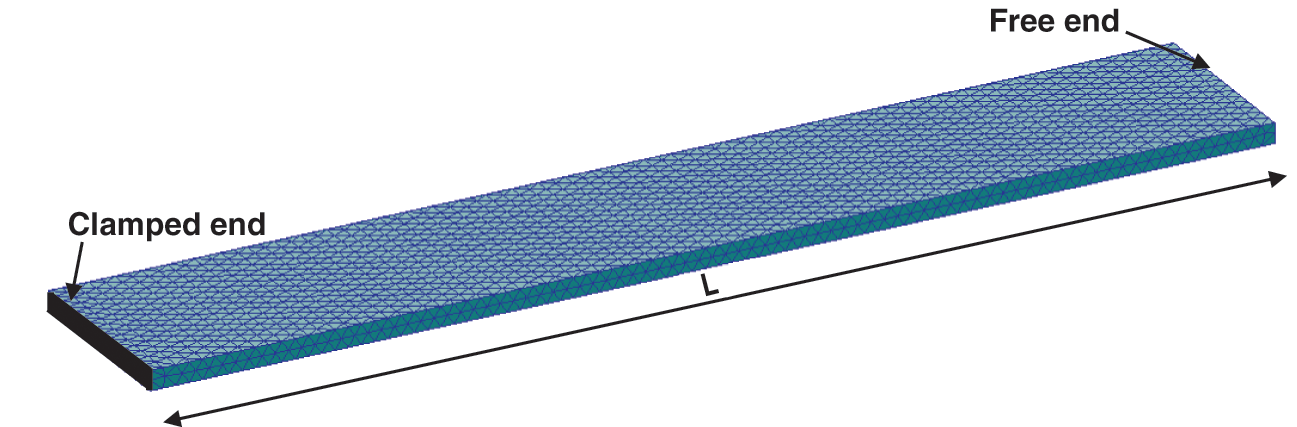
Figure 8: Schematic illustration of the recycled material structure with a boundary conditions
2.5.2 Determining the Global Loss Factor
When the natural flexural frequencies were calculated, every mode was considered individually. The stress and strains values were determined and analyzed to calculate the total strain energy U in the structure and the total energy dissipated  . The modal strain energy method was developed in a MATLAB routine. The total elastic energy of a finite element e is calculated in x, y and z directions by:
. The modal strain energy method was developed in a MATLAB routine. The total elastic energy of a finite element e is calculated in x, y and z directions by:

with

where 
Then, the strain energy of the recycled materials can be calculated by summing the energies of every element constituting the material in the different directions by:

where 
Finally, the total elastic energy U of the recycled material is given by

To simplify the calculation of the global loss factor, it is important to determine the directions which support the majority of the elastic energy. Monti et al. [41] studied the flexural vibration behavior of bio-based sandwich structures. The material studied was made up of two skins made of a thermoplastic matrix reinforced with flax fibers and a balsa wood core. They compared the elastic energy of the sandwich components (skins and core) in all directions. They showed that  represents the major part of the skins elastic energy, and
represents the major part of the skins elastic energy, and  the major part of the core elastic energy. In fact, skins were mainly subjected to tension/compression stresses, whereas the core was subjected to shear. With the same purpose, the strain energy of the recycled material was compared in all directions. In Fig. 9 the evolution of the fraction of elastic energy in the recycled composite CR1 is presented as a function of frequency for different directions. The results are obtained using the numerical model described previously. It appears clearly that the energy in
the major part of the core elastic energy. In fact, skins were mainly subjected to tension/compression stresses, whereas the core was subjected to shear. With the same purpose, the strain energy of the recycled material was compared in all directions. In Fig. 9 the evolution of the fraction of elastic energy in the recycled composite CR1 is presented as a function of frequency for different directions. The results are obtained using the numerical model described previously. It appears clearly that the energy in  directions presents the major part of the composite’s elastic energy compared to those in the other directions. Consequently, it would be possible to consider only the longitudinal energy
directions presents the major part of the composite’s elastic energy compared to those in the other directions. Consequently, it would be possible to consider only the longitudinal energy  stored in the recycled material. In this case, the total strain energy U accumulated in the recycled material becomes:
stored in the recycled material. In this case, the total strain energy U accumulated in the recycled material becomes:

Then, the energy dissipated by the recycled material was calculated based on the previous experimental results and energy calculations. Considering a finite element e of the structure, the global quantity of energy dissipated is given as a function of the strain energies of the elements and the specific damping loss factor:

The quantity of energy dissipated  by the whole structure beam is calculated by summing those of each element:
by the whole structure beam is calculated by summing those of each element:

Finally, the numerical loss factor, for each flexural mode, can be calculated by dividing the total energy dissipated  by the total strain energy U:
by the total strain energy U:

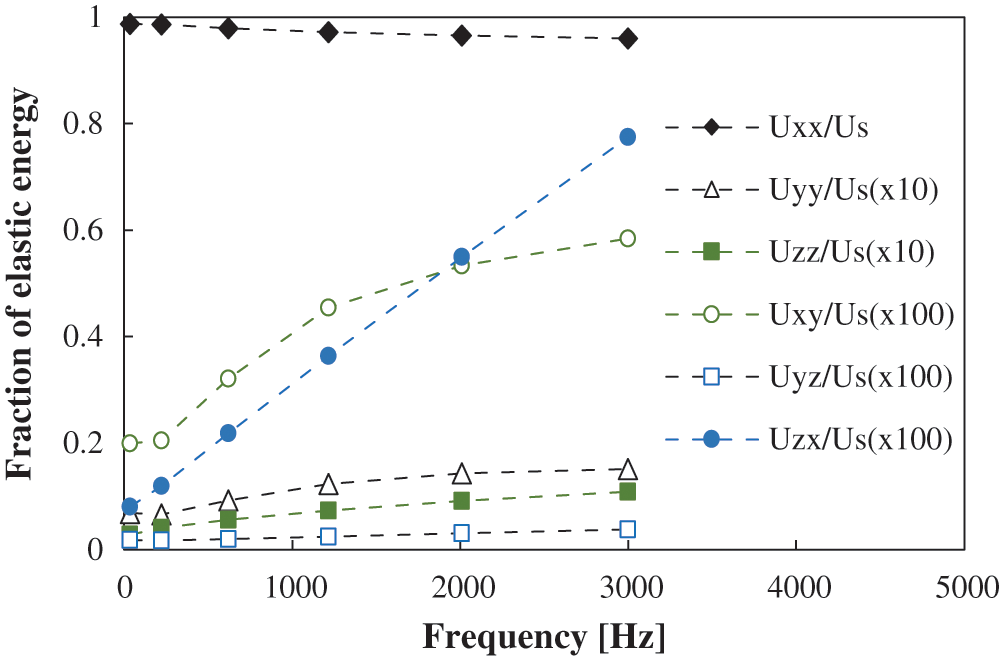
Figure 9: Fraction of the elastic energy in the different directions
In order to understand the effect of the recycling process on the composite structure, the behavior of recycled resin must be studied. Thus, in order to investigate the main properties describing the elasticity and rupture of the recycled resin, static tensile tests were performed.
Fig. 10 presents a comparative study of Elium resin with and without recycling. These curves give the evolution of the stress according to the strain for every type of specimen: an unrecycled specimen ER0 and recycled specimens (ER1, ER2, ER3, ER4, ER5). For each specimen, the elastic modulus E is the initial slope of the linear elastic part of the stress/strain curves. The Poisson’s ratio  was calculated for the same stress interval as the slope of the transverse/longitudinal strain curves. Stress and strain at break noted
was calculated for the same stress interval as the slope of the transverse/longitudinal strain curves. Stress and strain at break noted  and
and  were also extracted. For all recycled specimens, the mechanical behavior was similar: each stress/strain curve is divided into two zones: The first one is linear, which identifies the elastic domain. The second zone is quasi-linear up to failure of the specimen.
were also extracted. For all recycled specimens, the mechanical behavior was similar: each stress/strain curve is divided into two zones: The first one is linear, which identifies the elastic domain. The second zone is quasi-linear up to failure of the specimen.
Using results obtained from the recycled materials, it can be observed that the mechanical properties differ from one material to another. Compared to the unrecycled material, a decline in the mechanical behavior characterized by a decrease in the failure properties is observed. However, an increase in elastic properties due to recycling can also be seen.
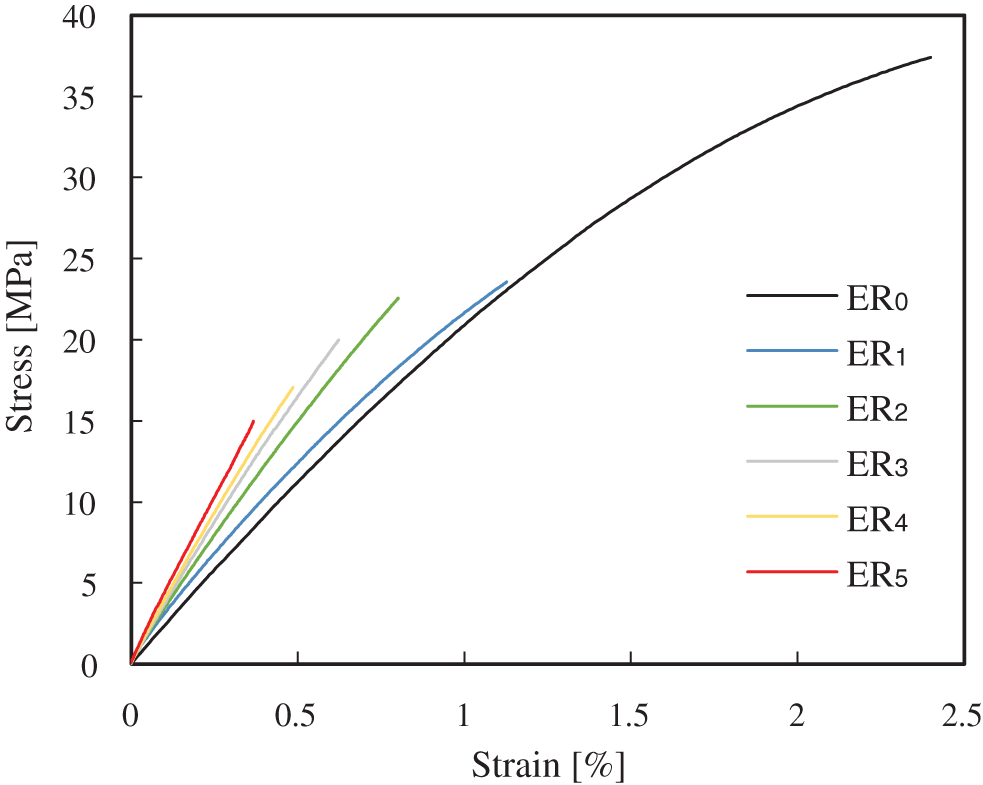
Figure 10: Recycling effect on the stress/strain curves of Elium resin
The change in density as a function of the recycling operation for each recycled material was calculated and illustrated in a bar chart graph (Fig. 11). It is obvious that the density increases with the increase in recycling operations. Due to the reprocessing conditions, the material becomes more and more compact. This can be explained by the thermocompression process which involves a compaction phase in which the polymer crystallizes at high pressure. In addition, this manufacturing process requires, at each recycling operation, a cutting step which leads to a reduction in the particle size as well as a decrease in porosity and consequently, increased density. Also, the rise in density can be explained by a modification in the chemical structure. It is important to note that the structure of a thermoplastic polymer is composed of two zones: the first is the crystalline zone in which the molecular chains are ordered and the second is the amorphous zone where the chains are disordered [54]. In the crystalline region, the polymer chains are packed together more efficiently and tightly compared to those in the amorphous phases [55]. As a consequence, the density of the crystalline zone will typically be higher than that of corresponding amorphous phases. For this reason, the density of a polymer is mainly related to the quantity of crystalline phases [55]. The density of a polymer increases with its degree of crystallinity. In conclusion, reprocessing during recycling results in an increase in the density which is the consequence of the increase in the degree of crystallinity.
For the recycled Elium specimens, increasing crystallization is revealed by the rise in density with each recycling operation since the density of crystalline phases is generally higher than that of amorphous phases. Furthermore, the rise in the crystalline phase corresponds to an increase in the opacity of the recycled Elium specimens after repeated recycling: crystalline polymer is generally darker compared to other polymers [56]. This is due to the diffusion of light on the boundaries between crystalline and amorphous phases. Fig. 12 shows clearly the difference in opacity between ER1 and ER5. The color of the ER5 specimen is darker than that of ER1, because of higher crystallization and this makes the material stiffer.
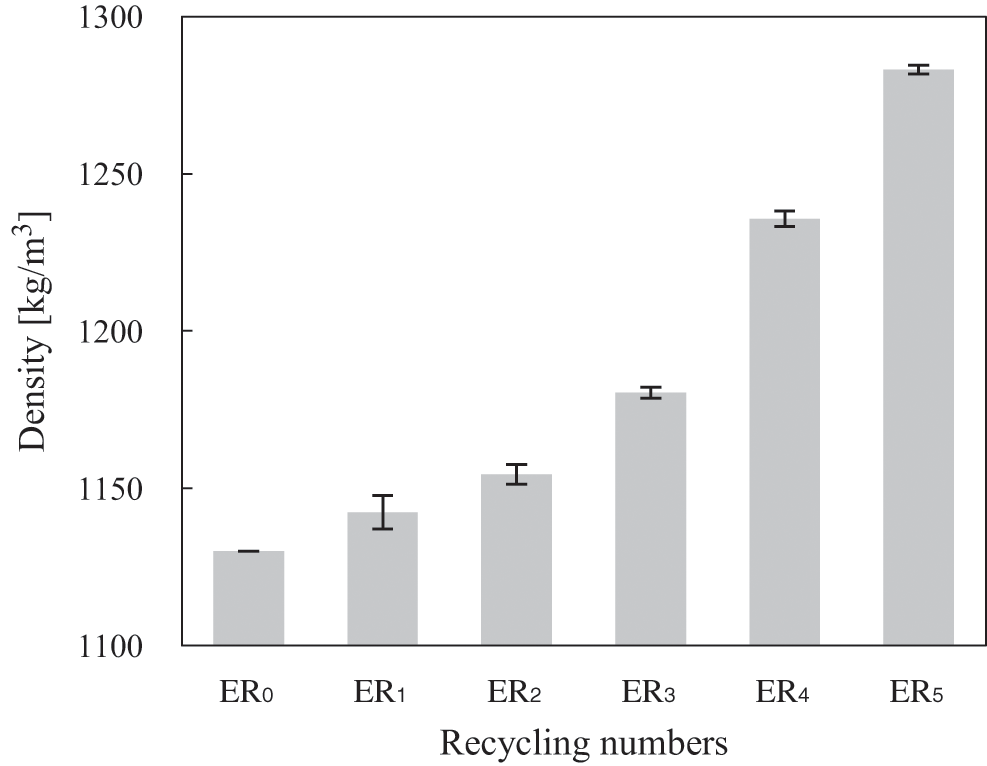
Figure 11: Effect of the recycling numbers on resin density
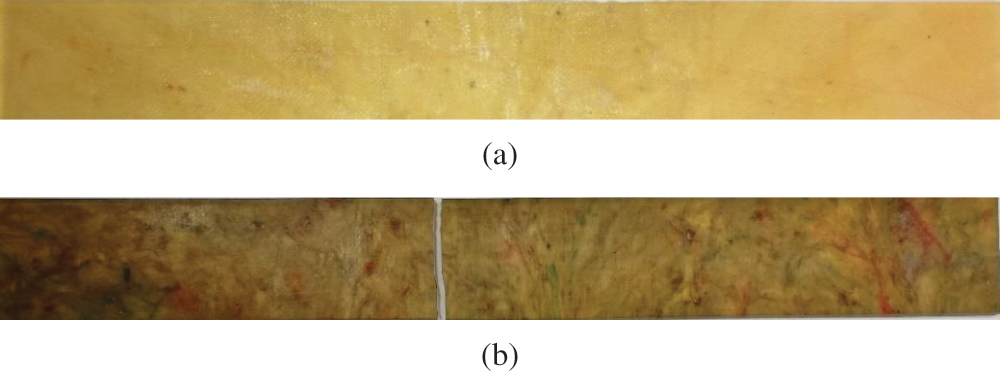
Figure 12: Difference in opacity between ER1 and ER5: (a) ER1 specimen and (b) ER5 specimens
Fig. 13 presents the effects of the recycling process on the mechanical properties. From Figs. 13b and 13c, it can be seen that the recycling process has a negative effect on failure strength and strain. The failure strength curve decreases from 44 MPa (ER0) to 16 MPa (ER5) after five recycling operations. Also, a significant decrease in the ultimate strain from 2.03% to 0.41% is observed. The negative effect of the recycling process on the failure properties can be explained by repeated cutting of Elium waste into small grains which results in multiple ruptures in the polymer chain and consequently a decline in the ultimate properties (strain and stress). The recycling process definitely decreases the properties of the polymer matrix. By contrast, this process seems to have a positive effect on the Young’s modulus (Fig. 13a). The results show that the Young’s modulus E values increase as a function of repeated recycling. A progressive increase from 3.3 GPa to 4.4 GPa is observed. The rise is about +3%, +9%, +12%, +18% and +33% for the recycled resins ER1, ER2, ER3, ER4 and ER5 respectively, compared to the unrecycled resin ER0. This evolution shows close correlation with the increase in density resulting from repeated recycling. According to Kholodovych et al. [55], density is often the single parameter that is most clearly related to the physical and mechanical properties of polymers. For many polymers, properties dependent on crystallinity (e.g., stiffness, tear strength, hardness, yield point) tend to increase with a rise in density [55]. So, the increase in rigidity seems to be related to the increasing degree of crystallinity. In fact, the increase in the proportion of crystallites (the rise in the degree of crystallization) gives the material more rigidity and fragility at the same time.
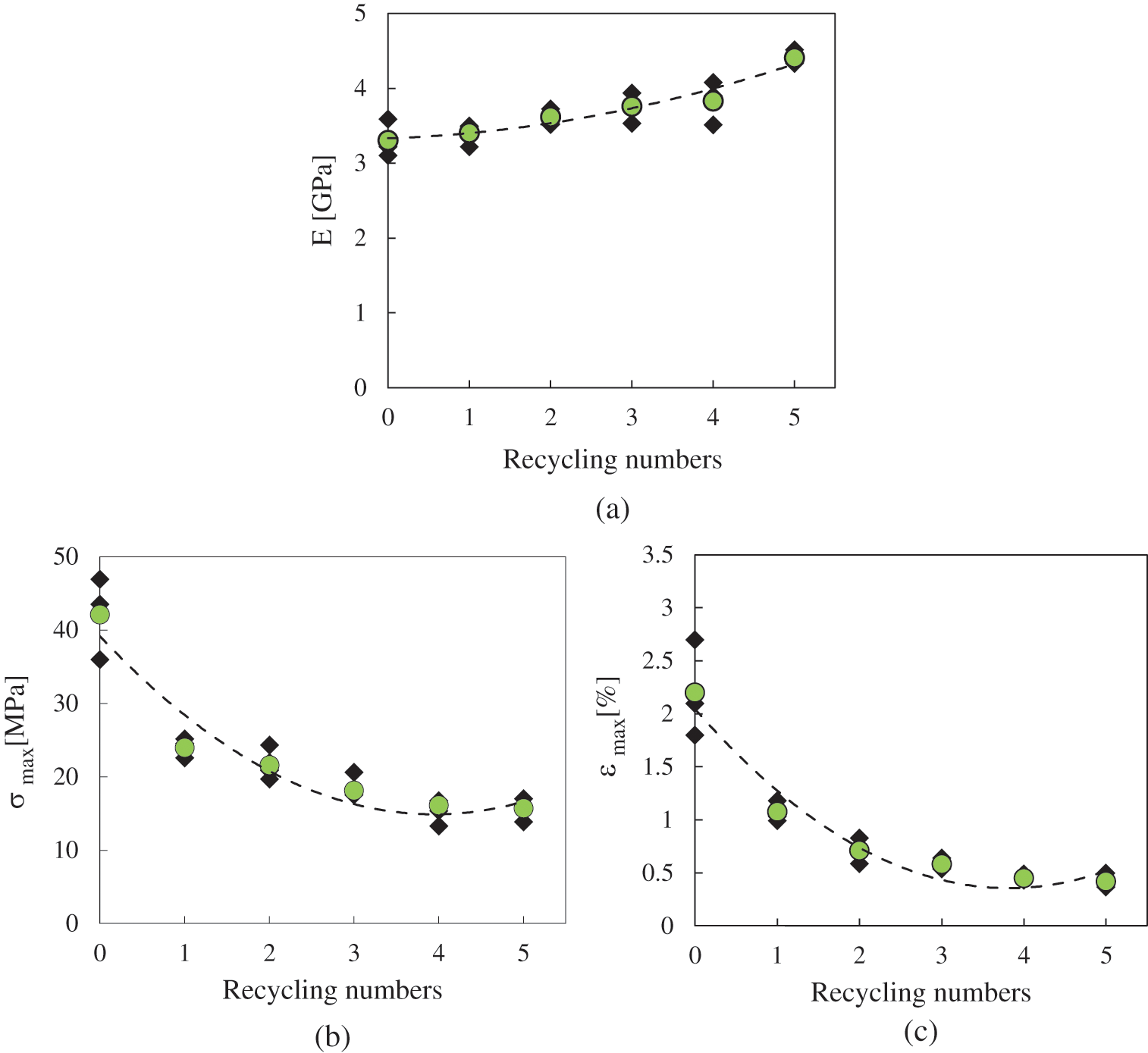
Figure 13: Effect of repeated recycling on the mechanical proprieties of Elium resin: (a) Young’s modulus, (b) failure strength and (c) failure strain
3.1.2 Recycled Flax/Elium Composite
In order to test the recycling of flax/Elium composites, the same thermocompression process was applied. The mechanical properties of the recycled composites are determined through unidirectional quasi-static tensile testing. Fig. 14 shows the effect of reprocessing on the stress/strain curves for the five recycled materials. The mechanical behavior is similar: each stress/strain curve is divided into two zones: the first one is linear and elastic. The second zone is quasi-linear up to the failure of the specimens.
Fig. 15 presents density as a function of the recycling operations for the recycled composite specimens (flax/Elium). Similar to the evolution in the density of recycled Elium, an increase in density after repeated recycling is observed. Compared to the reference composite CR0, density increases about 7%, 9%, 12%, 15% and 17% for the recycled composites CR1, CR2, CR3, CR4 and CR5, respectively. This variation is essentially related to the behavior of Elium resin. The increase in the crystallinity rate of Elium resin undergoing reprocessing explains the density increase in the flax/Elium composite. In addition, this phenomenon can be explained by the reduction in fiber size due to the operation of cutting waste at each recycling operation. This produces a decrease in porosity and automatically, with the reprocessing conditions, the material becomes more and more compact.
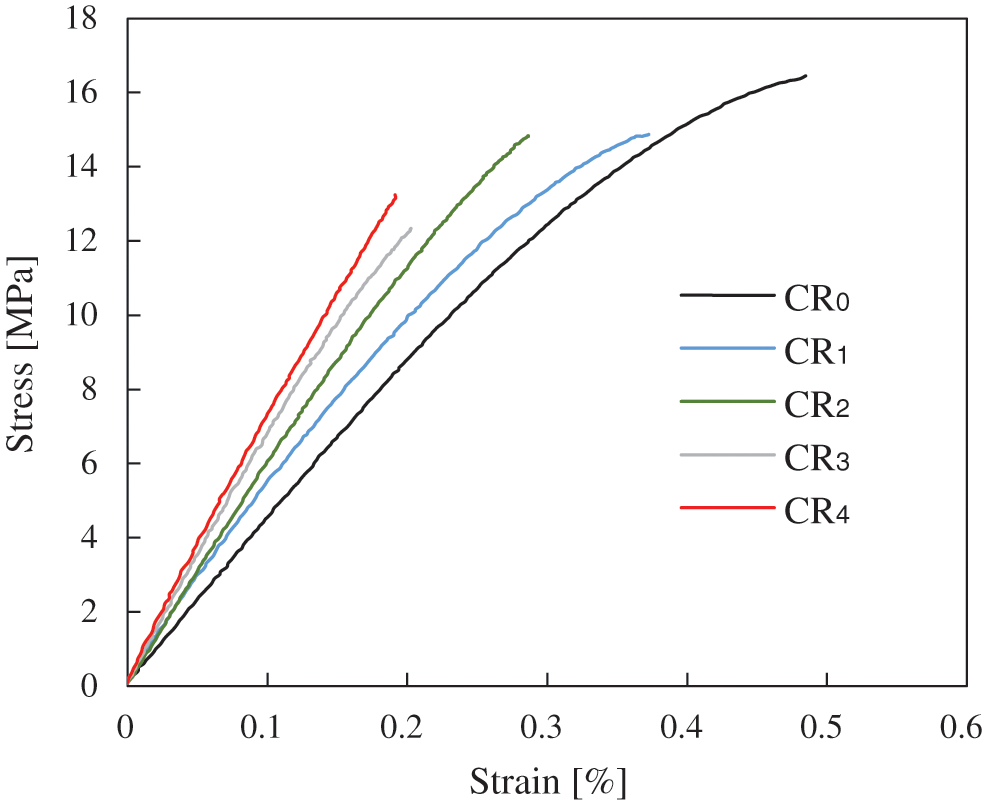
Figure 14: Recycling effect on the stress/strain curves of the recycled composite
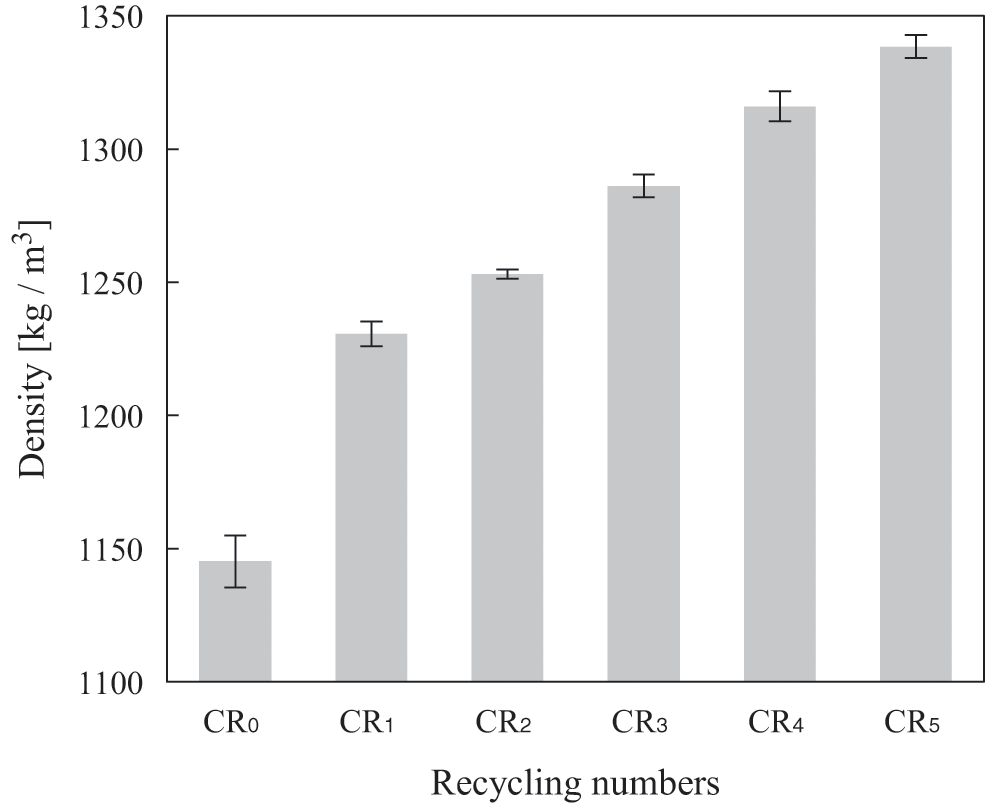
Figure 15: Density of recycled composite materials
From Fig. 16a, we can notice that the Young’s modulus E values increase with the repetition of the recycling process. A progressive increase from 5.4 GPa to 7.1 GPa is observed. The rise is about +10%, +16%, +30% and +33% for the recycled composites CR2, CR3, CR4 and CR5 respectively, compared to CR1. On the other hand, we notice a significant decrease in the ultimate strength and strain with repeated recycling (Figs. 16b and 16c). The strength decreases from 15.6 MPa (CR1) to 13 MPa (CR5) after five reprocessing cycles. A significant decrease in the ultimate strain from 0.72% to 0.23% is observed. Also, we notice that the unrecycled material CR0 shows the best mechanical properties. It presents an advantageous failure property ( = 50 MPa, stand. dev. = 9,5 MPa and
= 50 MPa, stand. dev. = 9,5 MPa and  = 0.72% stand. dev. = 0.19%) and an elastic modulus greater than that of recycled composites (E = 8.2 GPa stand. dev. = 0.7 GPa). It presents different values compared to that of the recycled material. This can be explained by the difference in the manufacturing method (LRI for CR0 and the thermocompression process for recycled composites).
= 0.72% stand. dev. = 0.19%) and an elastic modulus greater than that of recycled composites (E = 8.2 GPa stand. dev. = 0.7 GPa). It presents different values compared to that of the recycled material. This can be explained by the difference in the manufacturing method (LRI for CR0 and the thermocompression process for recycled composites).
The decline in the failure properties of the composites is mainly related to the processing conditions. It should be noted that the material manufactured after this recycling process is a short-fiber-reinforced composite due to cutting waste at each process of recycling. Consequently, this recycling method would by definition cause a decline in performance of the composite due to the reduction of fiber length and our inability to control fiber orientation. Also, the weakening of the polymer due to the succession of polymer scission chains can lead to a decrease in failure strength and strain, not to mention deterioration of the fiber/matrix interface. In contrast, under the same recycling conditions, this process seems to have a positive effect on the Young’s modulus. The results show that the Young’s modulus E values increase with repeated recycling. This evolution shows close correlation with the increase in density resulting from repeated recycling. So, the increase in rigidity seems to be related to the rise in the degree of crystallinity of Elium resin as well as the recycled composite.
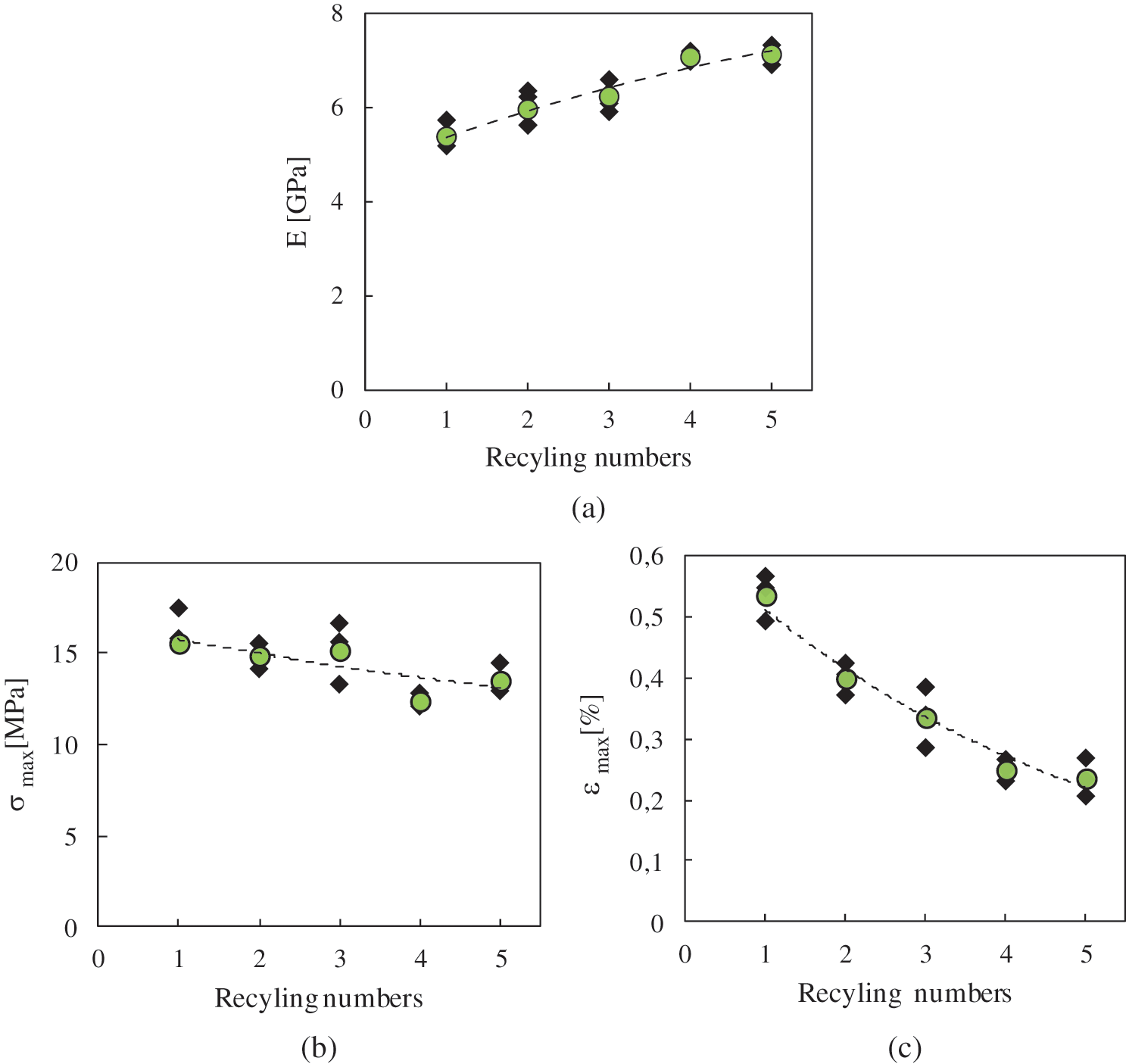
Figure 16: Effect of repeated recycling on the mechanical proprieties of flax/Elium composites: (a) Young’s Modulus, (b) Failure strength and (c) Failure strain
3.2 Vibration and Damping Properties
The experimental free vibration tests were performed on recycled specimens for each recycling operation. The influence of the number of recycling operations on the vibration behavior of these specimens was studied. The thickness, width and length of the recycled specimens were respectively 2 mm, 30 mm and 300 mm. Different test lengths of beams (170, 200, 230 and 260 mm) were used in order to obtain various peak frequencies.
The results obtained for recycled resin (ER1) are illustrated in Fig. 17. The decrease in the loss factor compared to frequency is presented in Fig. 17a. It indicates that the loss factor falls as the frequency increases. Damping is initially high, about 7% and then it decreases rapidly between 0 Hz and 1000 Hz. Above this point, the loss factor continues to decrease slowly to a quasi-asymptotic value of nearly 3.4%. Furthermore, the increase in the Young’s modulus as a function of frequency is considered, and presented in Fig. 17b. It increases slightly as frequency increases. At low frequencies, the measured stiffness is about 3.4 GPa which corresponds to the Young’s Modulus measured in quasi-static tensile testing.
Moreover, a comparative study between the dynamic properties of recycled Elium resin (ER1), unrecycled Elium resin (ER0) and GreenPoxy56 (56% bio-sourced) is also presented in Fig. 17. The different properties of Elium (ER0) and Green epoxy were examined by Monti et al. [41]. The results show, for all resins, that the Young’s modulus values present comparable evolution with frequency: A slight increase in the Young’s modulus as a function of frequency. Also, it should be noted that the recycled material ER1 has a higher dynamic stiffness compared to that of two other resins (ER0 and Green Epoxy). For the loss factor, the Elium resin specimens (ER0 and ER1) show the opposite evolution compared to the Green Epoxy resin. We can explain this difference of damping properties by differences in the microstructures between these two polymers, thermoplastic (Elium) and thermosetting (Green Epoxy). Dupuy et al. [57] showed in their work that the damping property of polymers is a phenomenon completely related to their microstructure. The differences in the organization and the mobility of molecular chains between thermoplastic and thermosetting resins have a great effect on the intrinsic mechanisms of vibration energy dissipation.
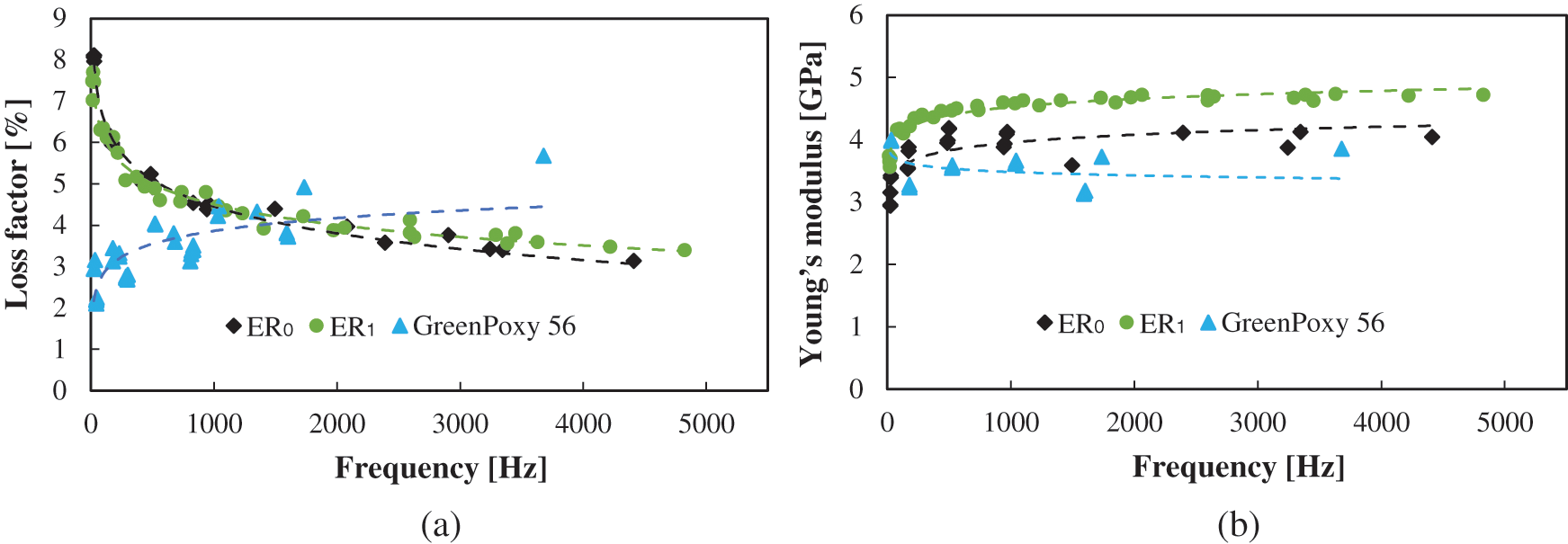
Figure 17: Comparison of the dynamic properties of recycled resin ER1, unrecycled ER0 resin and GreenPpoxy resin: (a) Loss factor and (b) Young’s modulus
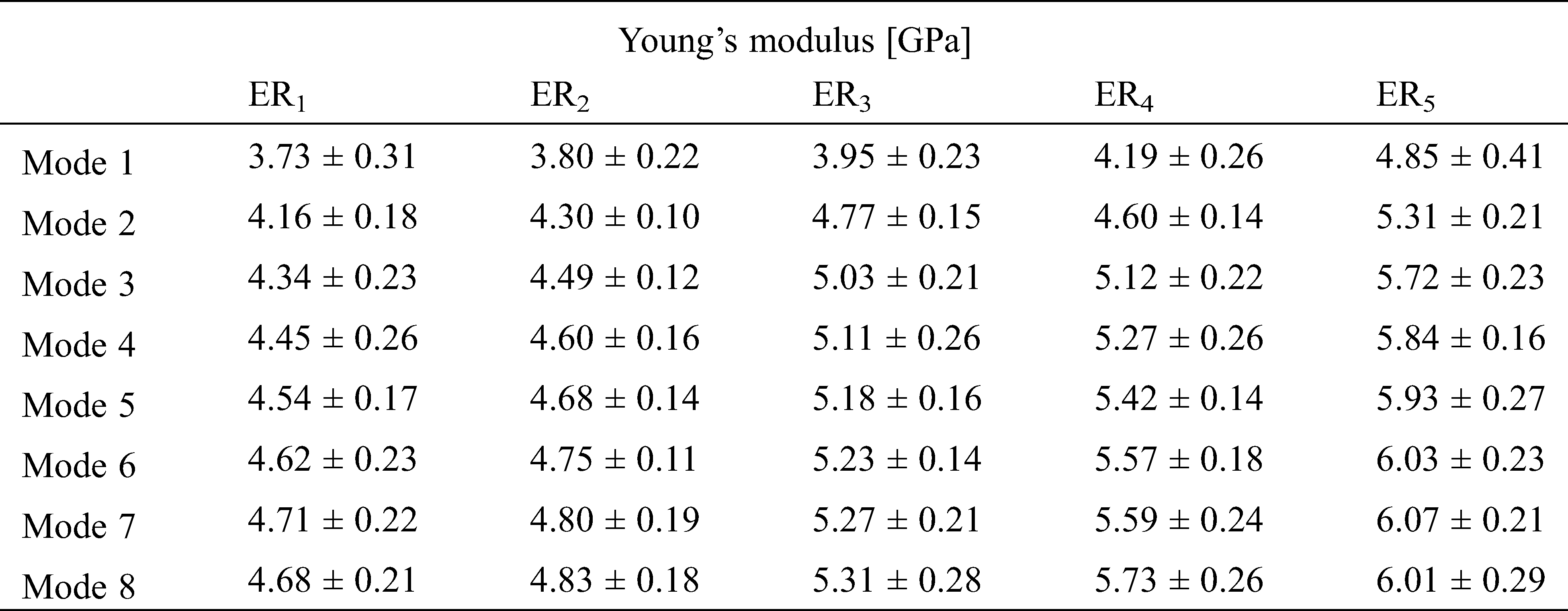
Fig. 18a presents the variation in the damping coefficients measured experimentally as a function of frequency for the five recycled materials. We notice that the damping factor curves are substantially similar for all recycled materials. The shapes indicate that the loss factor decreases as frequency increases. Likewise, the increase in the Young’s modulus with frequency for all recycled resins is examined and presented in Fig. 18b. The curves show a similar evolution with frequency. It increases slightly as frequency increases. For every recycled material, the stiffness measured at low frequency corresponds to the quasi-static Young’s Modulus. Also, from these curves, we can notice a significant dynamic stiffness increase with repeated recycling. This evolution is also presented in Tab. 3 in which the numerical values of the dynamic modulus for the first eight modes of the five recycled resins are shown. This rise is mainly related to the increase in density as well as the crystallinity rate with the reprocessing conditions. In contrast, the process of recycling by thermocompression seems to have no effect on the loss factor.
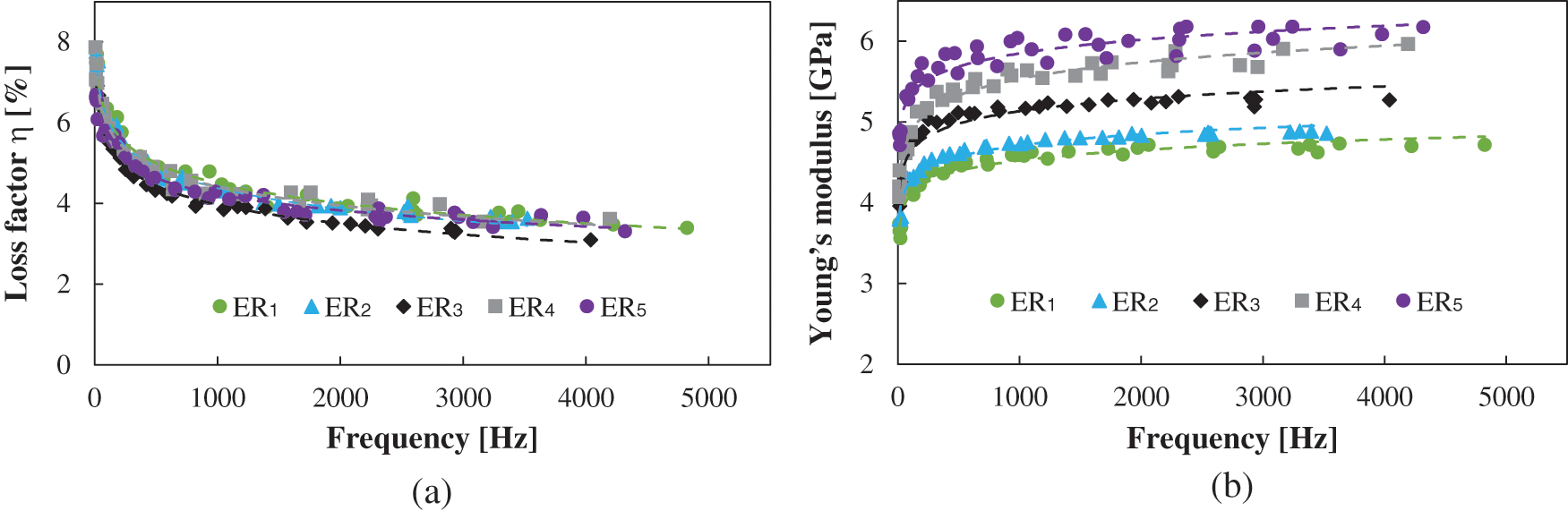
Figure 18: Dynamic properties of recycled resins: (a) Loss factor and (b) Young’s modulus
Table 3: Dynamic modulus values of recycled resins for the first eight modes of vibration
The vibration behavior of a recycled flax/Elium composite (CR1) is studied. The variation in its dynamic proprieties as a function of frequency is represented in Fig. 19. The results show that the loss factor decreases with the frequency (Fig. 19a). Initially, the loss factor is very high (5.5%) and very close to the value for unrecycled resin. Then, in the 0 Hz–1000 Hz range, a significant decrease in loss factor is apparent. Above this point, the loss factor continues to decrease slowly to a quasi-asymptotic value of nearly 3%. Different hypotheses can be advanced to explain this evolution. First, we can notice that recycled composite CR1 presents a viscoelastic behavior very close to that of recycled resin ER1. Due to short fiber type and our inability to control fiber orientation, the viscoelastic behavior of the resin is predominant. In fact, part of the vibration energy is dissipated through friction mechanisms between long resin chains. Moreover, friction mechanisms may be present in this recycled composite and contribute widely to the dissipation of a certain amount of vibration energy. Friction may exist between the interfaces of the composite grains, or even due to defects such as micro porosities and weak grain/grain interfaces. Likewise, the increase in the stiffness with frequency is considered and represented in Fig. 19b. It increases slightly as frequency increases. At low frequency, the measured stiffness is about 5.4 GPa which corresponds to the Young’s modulus measured in static tensile tests. In addition, the CR1 composite was compared to the unrecycled composite (CR0) and the cross-ply laminates with [+45/–45]s layups. These materials were produced using a liquid resin infusion process (LRI). All specimens are examined with free vibration test in a clamped free configuration to investigate the influence of recycling process on the dynamic stiffness and loss factor. The evolution of the loss factors and Young modulus with frequency are presented in Fig. 19. The vibration behavior of the cross-ply laminates with [+45/–45]s layups has been also studied by Monti et al. [41]. Close correlation in the results is observed. The loss factor is initially very high (5.5%), close to that of pure resin, and drastically decreases in the frequency range of [0 Hz–500 Hz]. Beyond this point the loss factor still decreases but slowly to a quasi-asymptotic value of nearly 3%. Comparing the recycled (CR1) and the unrecycled materials (CR0), the damping property shows a similar evolution with frequency. Also, it can be noticed that this evolution is very close to one of pure resin. In fact, the viscoelastic behavior of the matrix is predominant due to the fiber orientation. Also, it should be noted that the unrecycled composite CR0 and the recycled composite CR1 have higher dynamic stiffness compared to that of cross-ply laminates [+45/–45]s. This can be explained by the random direction of the reinforcement in the two configurations CR0 and CR1. In fact, the orientation of the fibers gives the structure the possibility of the coincidence between the reinforcement and the flexural direction.
Thus, it can be concluded that the recycling process gives the material better dynamic properties compared to the cross-ply laminate. Also, it should be noted that the recycled material CR1 presents a slight stiffness decrease and close damping properties compared to the CR0 specimens. This can be explained by the difference in the manufacturing process: LRI (Liquid Resin Infusion) for CR0 specimens and the thermocompression process for recycled material which can generate diversity in the structure and in the proportion of the constituents (fiber and Elium resin). Also, the dynamic behavior of CR0 may stem from the presence of zones rich in resin and the existence of some porosity. Moreover, elementary fibers are sometimes not impregnated by the matrix and this contributes greatly to the global response of the unrecycled composite CR0. In brief, the composites obtained after recycling have comparable dynamic properties to those of the unrecycled composite CR0. This material may be suitable for applications considering rigidity and thickness, without forgetting that the recycling process makes it possible to recycle waste and composite parts at the end of life cycle.
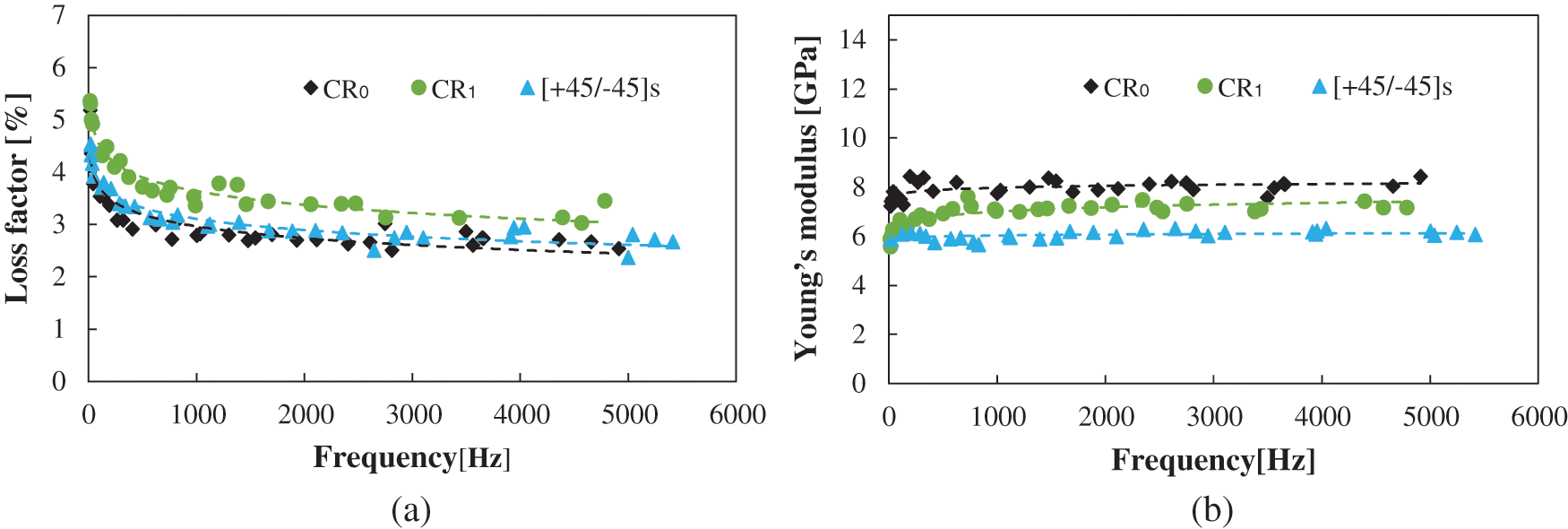
Figure 19: Comparison of the dynamic properties of recycled composite CR1 and unrecycled composites CR0 and [+45/–45]: (a) Loss factor and (b) Young’s modulus
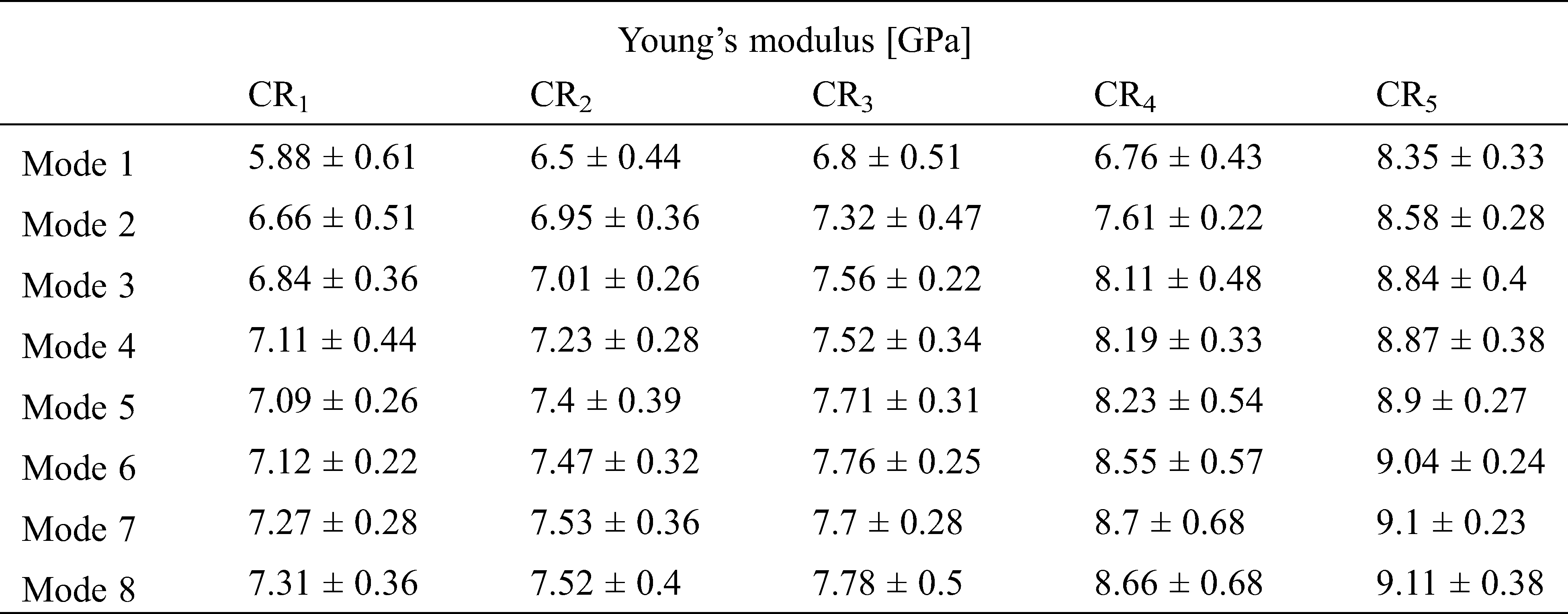
To investigate the effect of repeated recycling on the dynamic behavior of flax/Elium composites, experimental free vibration was carried out on the five recycled materials. Fig. 20 presents a comparative curve of the dynamic properties of the recycled materials: CR1, CR2, CR3, CR4 and CR5. The evolution of their loss factors with frequency is illustrated in Fig. 20a. The results show that there is no effect on the loss factor curves and it seems to be similar for all recycled materials. There is a significant decrease in the damping properties of about 2% at 500 Hz. Then, the loss factor decreases slowly to a quasi-asymptotic value of nearly 3%. On the other hand, it is noticeable that repeated recycling leads to a significant stiffness increase (as shown in Fig. 20b). This evolution is also presented in Tab. 4 in which the numerical values of the dynamic modulus for the first eight modes of the five recycled composites are shown. At 3000 Hz, stiffness increases of about +3%, +5%, +19% and +22% for the recycled composites CR2, CR3, CR4, CR5 respectively, compared to composite CR1.
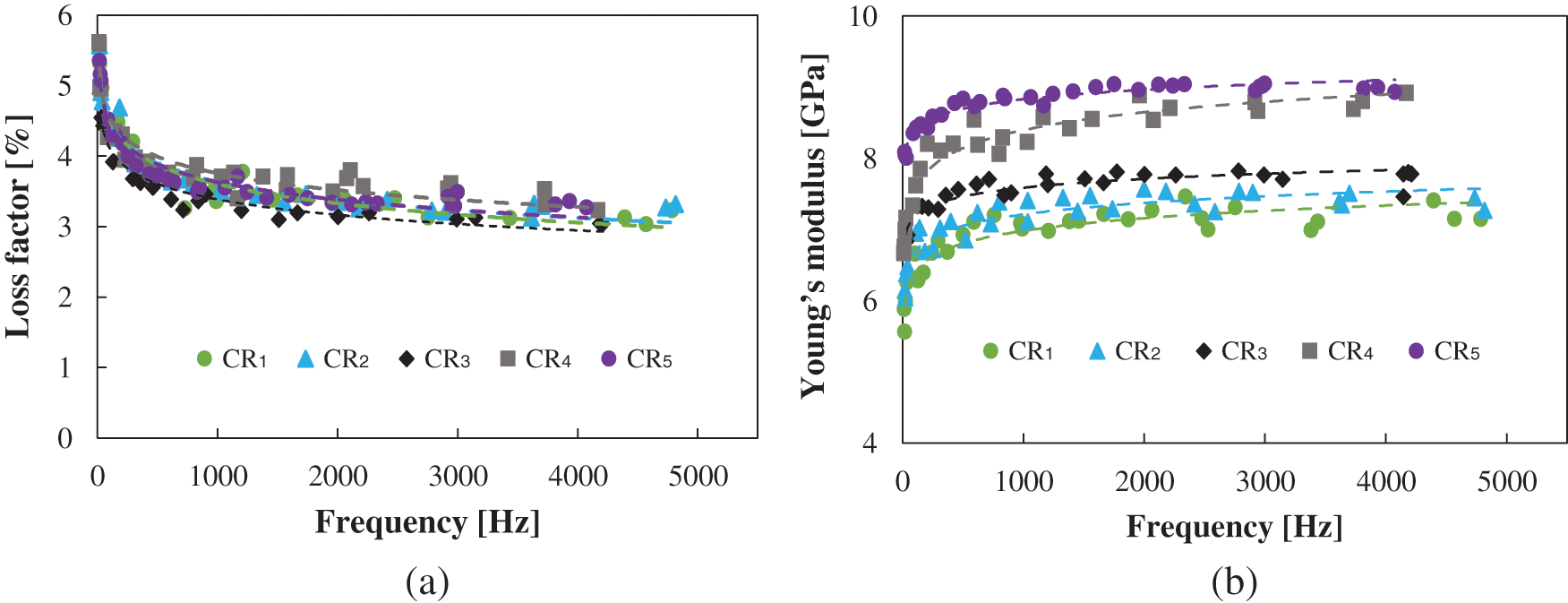
Figure 20: Dynamic properties of recycled composites: (a) Loss factor and (b) Young’s modulus
Table 4: Dynamic modulus values of recycled composites for the first eight modes of vibration
In order to understand the effect of the recycling process on the mechanical behavior of flax/Elium composites, static tensile tests were performed. Figs. 10 and 14 show the stress/strain curves obtained by static tests carried out on ER1 (Elium Recycled operation 1) and CR1 (Composite Recycled operation 1). We notice that these materials exhibit similar behavior: Very short linear response followed by a quasi-linear response which presents a decrease in rigidity up to a fragile failure. The average values shown in these curves reveal that recycled composite CR1 has higher stiffness compared to recycled Elium ER1, but it has lower failure properties. This lower failure can probably be explained by the meso-structure of the recycled composite and poor bonding between fiber and matrix. There is discontinuity and excess resin in different zones and also there is a stress concentration at the edges of grains in the recycled composites. In conclusion, it was shown that the flax/Elium composite can be recycled by an innovative recycling process, thermocompression of rectangular waste particles. Despite the significant decrease in breaking strength, the properties of the recycled material seem to be very promising. The composites obtained by this process have a great potential to be used again in some applications in which rigidity as well as greater thickness are required.
The effects of repetitive recycling on the mechanical properties of Elium resin and flax/Elium composite were also studied. The evolution of the static mechanical properties of recycled material compared to the number of reprocessing cycles is illustrated in Figs. 13 and 16. The initial elastic modulus, the ultimate stress and the ultimate strain are identified in these graphs. We can notice that the stiffness shows close correlation with the increase in density with repeated recycling. In fact, with the reprocessing conditions, a significant increase in the Young’s modulus was observed (up to 7 GPa for the composite and up to 5 GPa for Elium resin). However, failure stress and strain showed a decrease with repeated recycling. Several hypotheses can be proposed to explain the reprocessing dependent behavior. First, the multiple cutting steps of composite waste into small grains results in a reduction of the fiber size (about 1 to 3 mm) which explains the decline in the failure properties (strain and stress). Thus, Elium thermoplastic resin, which represents more than 65% of the total volume fraction [41] contributes widely to the global response of the composite. During multiple recycling processes, polymer chain rupture induces a decline in the failure properties (strain and stress). Concerning the rise in the static Young’s modulus with repeated recycling, it can be noted that it is related to the rise in the degree of crystallinity for Elium resin as a function of repeated recycling. Aurrekoetxea et al. [36] studied the effects of recycling on the microstructure and the mechanical properties of semi-crystalline iso-tactic polypropylene. They showed the same results: An increase in elastic modulus as well as a decrease in strength, and elongation at breakage with reprocessing. The authors explain the increase in the elastic modulus with recycling by the high crystallinity of the recycled polypropylene PP. In fact, the scission of polymer chains results in an increase in the degree of crystallinity which induces an increase in stiffness. The crystalline structure hinders the rotation of the chain branches therefore inducing an increase in the elastic modulus, and reducing flexibility. In addition, they related the decrease in failure strength and strain with repeated processing to the lowering of molecular weight which results in fewer chains completely integrated into the crystal to sustain stress during tensile loading. Also, it was linked to an increase in the Melt Flow Index (MFI) which is an important physical measurement related indirectly to mechanical properties. The rise in MFI causes an increase in the chain’s mobility as well as its tendency to fold, allowing the direct formation of crystalline phase and consequently a higher rate of crystallinity [58]. da Costa et al. [59,60] studied the effect of multiple extrusion on the rheological and mechanical properties of reprocessed polypropylene (PP). They showed that the melt flow index (MFI) and the crystallinity rate ( ) increase with reprocessing.
) increase with reprocessing.
Also, free vibration tests were performed on recycled materials in order to investigate the evolution of their different dynamic properties as a function of frequency. The results show a similar behavior of the recycled materials ER1 and CR1 since they evolve similarly as a function of frequency (shown Figs. 17 and 19). But in terms of values, we can notice that the values of dynamic stiffness in the case of the recycled composite are higher than those of recycled resin. On the other hand, these two materials have very close loss factor values. It can be concluded that the damping propriety is mainly provided by the matrix. In fact, after the process of recycling, it is noted that the flax fibers have no effect on the loss factor. However, these fibers have a positive effect on dynamic stiffness.
The effects of repetitive recycling on the dynamic properties of Elium resin and flax/Elium composite were also studied. Figs. 18 and 20 present the variation in the dynamic properties (Loss factor and dynamic stiffness) measured experimentally as a function of frequency for the ten recycled materials (recycled Elium and recycled composite). Results show a negligible effect of the recycling process on the damping properties although it’s noticeable that the dynamic stiffness increases with the increase in recycling operations. This was explained by the fact that the density and the degree of crystallinity of Elium resin increases as a function of recycling operations.
In order to confirm the experimental results, finite element modeling of the dynamic problem is developed. Numerical simulation modeling was used to determine the natural frequencies, the strain and stress tensors for each flexural mode. Then, to determine the global damping factor of the structures, the total strain energy and the dissipated energy are calculated. Fig. 21 shows the experimental and predicted results for the variation of the damping factors as a function of the frequencies for different recycled composite materials. For each material, the results show that the damping properties decrease with the increase of frequency until they reach a quasi-asymptotic value of nearly 3%. Close agreement is obtained between the numerical simulation and experimental data.
In order to better analyze the effect of recycling on the damping properties of recycled materials, a comparison between the first four modes of vibration was carried out. The variation in the loss factors as a function of repeated recycling for each flexural mode was reported combining experimental tests and modeling prediction for a 250 mm length specimen. The results are given in Fig. 22. For the other lengths, the curves have the same shape. For all recycled materials, there is close agreement between numerical results and experimental measurements. For the different natural frequencies, the results show that the recycling process did not cause a large variation in damping properties.
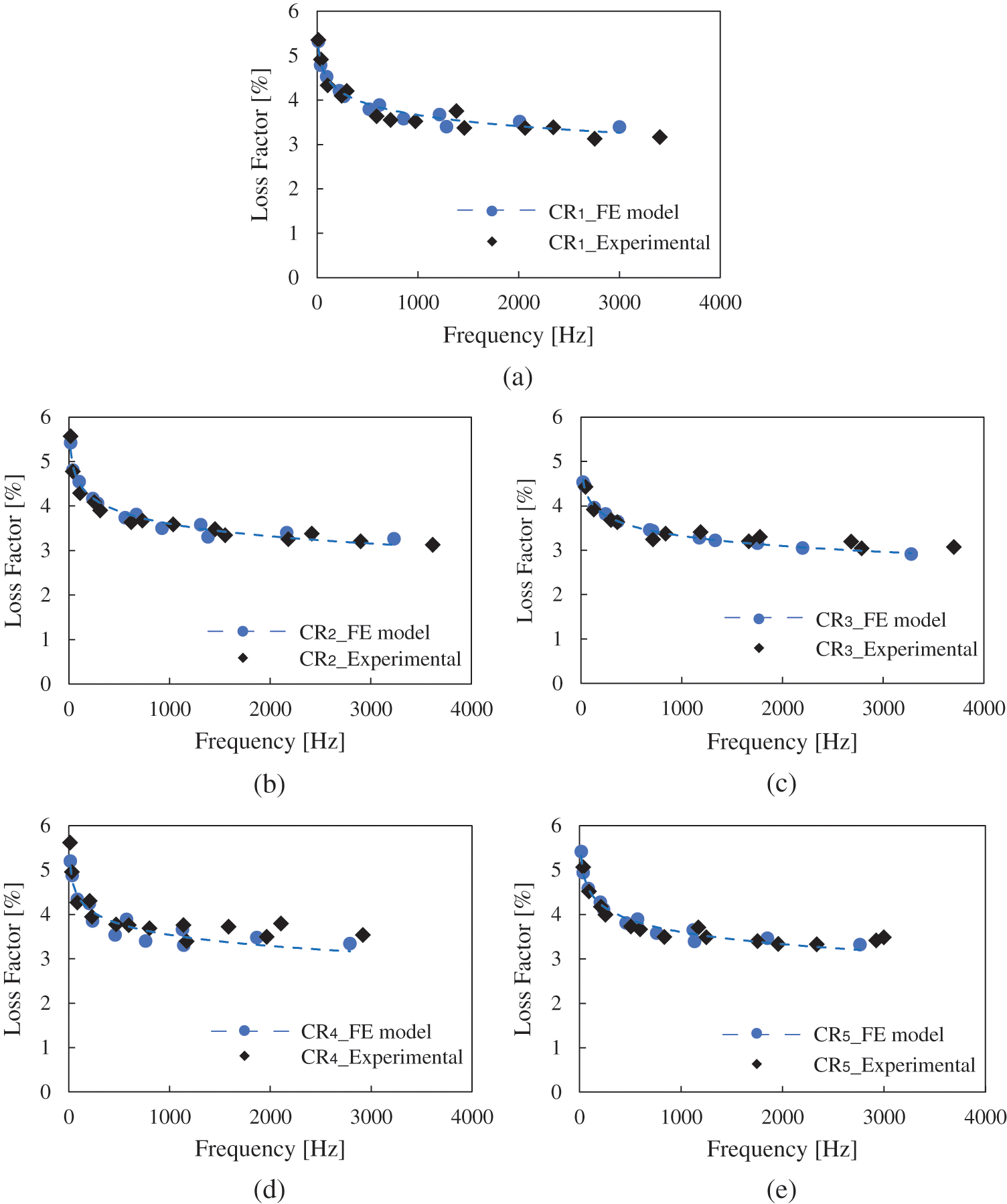
Figure 21: Evolution of recycled composites loss factors with frequency, comparison between experimental and numerical: (a) CR1, (b) CR2, (c) CR3, (d) CR4 and (e) CR5
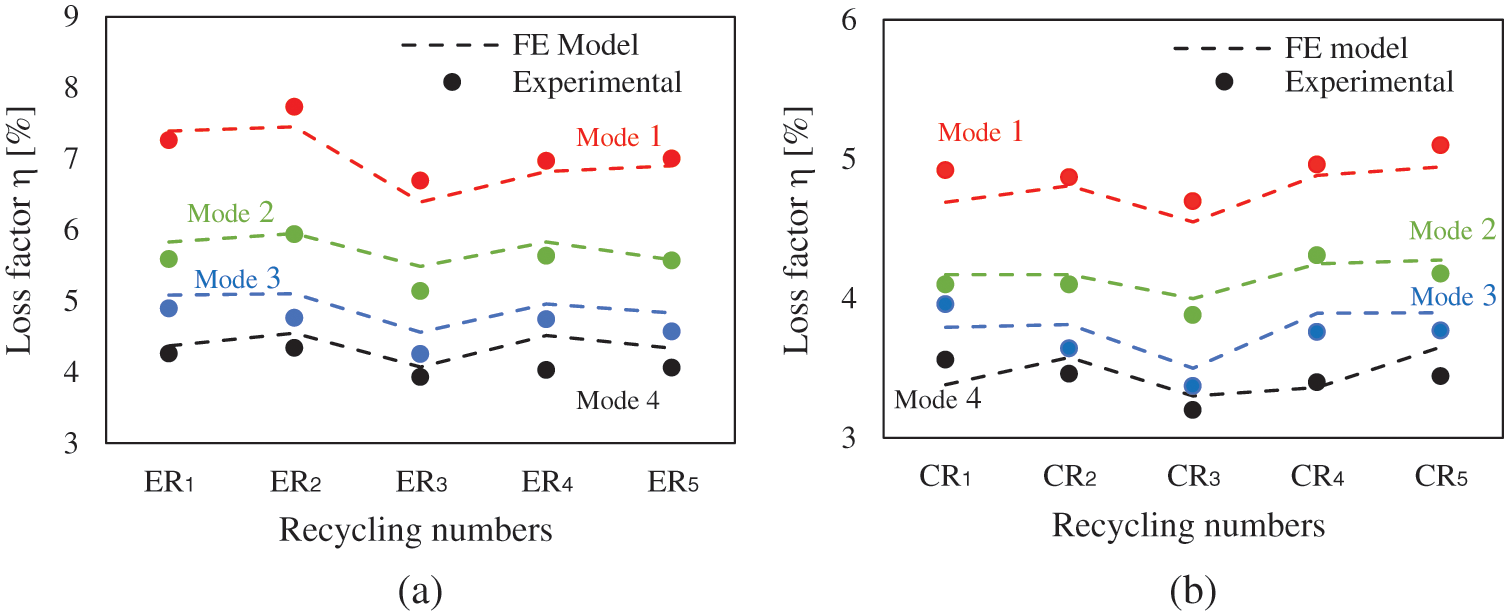
Figure 22: Variation of the loss factor as function of repeated recycling for different frequencies. Comparison between experimental results and modeling: (a) Elium resin and (b) Flax/Elium composite
This study aimed at investigating the effect of recycling effect on mechanical and dynamic properties of flax fiber reinforced thermoplastic composite. The resin used in this work is Elium. It’s the first liquid thermoplastic resin that allows the production of composite parts by liquid resin processes. Theoretically, this resin can be re-melted and reprocessed into end products. The present work has demonstrated experimentally the recyclability of this innovative resin as well as the composites made with Elium resin. The unrecycled flax/Elium composites were produced by a Liquid Resin Infusion process (LRI) and recycled by a thermocompression process. The recycling process is applied also to the Elium resin alone. For each material, five recycling operations were carried out. After that, static and dynamic tests were performed on the unrecycled and recycled materials in order to evaluate their mechanical properties and their evolution with respect to recycling cycles. Moreover, a finite element model of the dynamic problem, using MSC Nastran software was developed. The model strain energy method was used to determine the resonance frequencies and modal damping factors of the different recycled materials. Experimental and numerical results present close agreement.
The results show that an increase in recycling numbers leads to an increase in the elastic modulus of the recycled materials. It is attributed to an increase in the density as well as the crystallinity rate of the Elium resin. However, strength and strain at failure undergo a decrease with recycling. This decline is attributed to the multiple cutting steps of composite waste into small grains which results in a reduction in the fiber size and a decrease in the failure properties. Moreover, Elium thermoplastic resin, which represents more than 65% of the total volume fraction, contributes widely to the global response of the composite. In fact, during multiple recycling processes, polymer chain rupture induces a decline in failure properties. Also, this resin plays an important role in the damping properties of the recycled composite. It must be observed that recycled composite CR1 presents a viscoelastic behavior very close to that of recycled resin ER1. It can be concluded that the viscoelastic behavior of the resin is predominant as a result of the short fiber type and our inability to control fiber orientation. Another conclusion that can be made is that the repeated recycling operations appeared to have negligible effects on the loss factor of the recycled materials. However, it is noticeable that the dynamic stiffness increases with the increase of the recycling operations. This can also be explained by the fact that the density and the degree of crystallinity of Elium resin increases as a function of recycling operations.
Regarding the results of this work, the composites obtained after recycling have comparable dynamic properties to those of the unrecycled composite CR0 as well as the cross-ply laminates with [+45/–45]s layups. In conclusion, this material may be suitable for applications in which considerable rigidity and significant thickness are required. The recycled flax/Elium composites are very promising materials for polymer-based Wood/Plastic Composite (WPC) applications. Finally, we note that the recycling process makes it possible to recycle the waste and composite parts several times at the end of life cycle.
Acknowledgement: The authors would like to thank Peter BURGESS English lecturer (Le Mans University) for proofreading and correcting the article.
Funding Statement: The authors received no specific funding for this study.
Conflicts of Interest: The authors declare that they have no conflicts of interest to report regarding the present study.
1. Jacob, A. (2011). Composites can be recycled. Reinforced Plastics, 55(3), 45–46. DOI 10.1016/S0034-3617(11)70079-0. [Google Scholar] [CrossRef]
2. Yang, Y., Boom, R., Irion, B., van Heerden, D. J.,Kuiper, P. et al. (2012). Recycling of composite materials. Chemical Engineering and Processing: Process Intensification, 51, 53–68. DOI 10.1016/j.cep.2011.09.007. [Google Scholar] [CrossRef]
3. Mallick, P. K. (2010). Thermoplastics and thermoplastic-matrix composites for lightweight automotive structures. In: Materials, design and manufacturing for lightweight vehicles. Woodhead Publishing, 174–207. DOI 10.1533/9781845697822.1.174. [Google Scholar] [CrossRef]
4. Tri, P. N., Guinault, A., Sollogoub, C. (2012). Élaboration et propriétés des composites polypropylène recyclé/fibres de bambou. Matériaux Techniques, 100(5), 413–423. [Google Scholar]
5. Raj, R. G., Kokta, B. V., Daneault, C. (1990). Wood flour as a low-cost reinforcing filler for polyethylene: Studies on mechanical properties. Journal of Materials Science, 25(3), 1851–1855. DOI 10.1007/BF01045396. [Google Scholar] [CrossRef]
6. Harper, D., Wolcott, M. (2004). Interaction between coupling agent and lubricants in wood-polypropylene composites. Composites Part A: Applied Science and Manufacturing, 35(3), 385–394. DOI 10.1016/j.compositesa.2003.09.018. [Google Scholar] [CrossRef]
7. Aranberri-Askargorta, I., Lampke, T., Bismarck, A. (2003). Wetting behavior of flax fibers as reinforcement for polypropylene. Journal of Colloid and Interface Science, 263(2), 580–589. DOI 10.1016/S0021-9797(03)00294-7. [Google Scholar] [CrossRef]
8. Karmarkar, A., Chauhan, S. S., Modak, J. M., Chanda, M. (2007). Mechanical properties of wood-fiber reinforced polypropylene composites: Effect of a novel compatibilizer with isocyanate functional group. Composites Part A: Applied Science and Manufacturing, 38(2), 227–233. DOI 10.1016/j.compositesa.2006.05.005. [Google Scholar] [CrossRef]
9. Naik, J. B., Mishra, S. (2007). Esterification effect of maleic anhydride on surface and volume resistivity of natural fiber/polystyrene composites. Polymer-Plastics Technology and Engineering, 46(5), 537–540. DOI 10.1080/03602550701298630. [Google Scholar] [CrossRef]
10. Sean, S. T. (2007). Composites from newsprint fiber and polystyrene. Polymer-Plastics Technology and Engineering, 46(4), 421–425. DOI 10.1080/03602550701244626. [Google Scholar] [CrossRef]
11. Platnieks, O., Gaidukovs, S., Barkane, A. (2019). Thermal properties of polylactide/recycled lignin and cellulose filler biocomposites. IOP Conference Series: Materials Science and Engineering, 500(1), 012031. DOI 10.1088/1757-899X/500/1/012031. [Google Scholar] [CrossRef]
12. Platnieks, O., Gaidukovs, S., Barkane, A., Sereda, A., Gaidukova, G. et al. (2020). Bio-based poly (butylene succinate)/microcrystalline cellulose/nanofibrillated cellulose-based sustainable polymer composites: Thermo-mechanical and biodegradation studies. Polymers, 12(7), 1472. DOI 10.3390/polym12071472. [Google Scholar] [CrossRef]
13. Platnieks, O., Barkane, A., Ijudina, N., Gaidukova, G., Thakur, V. K. et al. (2020). Sustainable tetra pak recycled cellulose/Poly (Butylene succinate) based woody-like composites for a circular economy. Journal of Cleaner Production, 270, 122321. DOI 10.1016/j.jclepro.2020.122321. [Google Scholar] [CrossRef]
14. Platnieks, O., Gaidukovs, S., Barkane, A., Gaidukova, G., Grase, L. et al. (2020). Highly loaded cellulose/poly (butylene succinate) sustainable composites for woody-like advanced materials application. Molecules, 25(1), 121. DOI 10.3390/molecules25010121. [Google Scholar] [CrossRef]
15. Faruk, O., Bledzki, A. K., Fink, H. P., Sain, M. (2012). Biocomposites reinforced with natural fibers: 2000–2010. Progress in Polymer Science, 37(11), 1552–1596. DOI 10.1016/j.progpolymsci.2012.04.003. [Google Scholar] [CrossRef]
16. Pickering, K. L., Efendy, M. A., Le, T. M. (2016). A review of recent developments in natural fibre composites and their mechanical performance. Composites Part A: Applied Science and Manufacturing, 83, 98–112. DOI 10.1016/j.compositesa.2015.08.038. [Google Scholar] [CrossRef]
17. Kumar, R., Ul Haq, M. I., Raina, A., Anand, A. (2019). Industrial applications of natural fibre-reinforced polymer composites-challenges and opportunities. International Journal of Sustainable Engineering, 12(3), 212–220. DOI 10.1080/19397038.2018.1538267. [Google Scholar] [CrossRef]
18. Amiri, A., Triplett, Z., Moreira, A., Brezinka, N., Alcock, M. et al. (2017). Standard density measurement method development for flax fiber. Industrial Crops and Products, 96, 196–202. DOI 10.1016/j.indcrop.2016.11.060. [Google Scholar] [CrossRef]
19. Joshi, S. V., Drzal, L. T., Mohanty, A. K., Arora, S. (2004). Are natural fiber composites environmentally superior to glass fiber reinforced composites? Composites Part A: Applied Science and Manufacturing, 35(3), 371–376. DOI 10.1016/j.compositesa.2003.09.016. [Google Scholar] [CrossRef]
20. Monti, A. 2016). ( Élaboration et caractérisation mécanique d'une structure composite sandwiche à base de constituants naturels (Ph.D. Thesis). University Le Mans, Le Mans. [Google Scholar]
21. Coroller, G., Lefeuvre, A., Le Duigou, A., Bourmaud, A., Ausias, G. et al. (2013). Effect of flax fibres individualisation on tensile failure of flax/epoxy unidirectional composite. Composites Part A: Applied Science and Manufacturing, 51, 62–70. DOI 10.1016/j.compositesa.2013.03.018. [Google Scholar] [CrossRef]
22. Bonnafous, C. 2010). ( Analyse multi échelle des mécanismes d'endommagement de composites chanvre/époxy à renforts tissés (Ph.D. Thesis). National Higher School of Mechanics and Aerotechnics, Poitiers, France. [Google Scholar]
23. Oliveux, G., Dandy, L. O., Leeke, G. A. (2015). Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Progress in Materials Science, 72, 61–99. DOI 10.1016/j.pmatsci.2015.01.004. [Google Scholar] [CrossRef]
24. Henshaw, J. M., Han, W., Owens, A. D. (1996). An overview of recycling issues for composite materials. Journal of Thermoplastic Composite Materials, 9(1), 4–20. DOI 10.1177/089270579600900102. [Google Scholar] [CrossRef]
25. Pimenta, S., Pinho, S. T. (2011). Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Management, 31(2), 378–392. DOI 10.1016/j.wasman.2010.09.019. [Google Scholar] [CrossRef]
26. Goodship, V. (2010). Management, recycling and reuse of waste composites. Woodhead Publishing Limited, WP and CRC Press. Cambridge, UK. DOI 10.1533/9781845697662. [Google Scholar] [CrossRef]
27. Destaing, F. 2012). ( Contribution à l’étude du comportement mécanique de matériaux composites biosourcés lin/PA11 élaborés par thermocompression (Ph.D. Thesis). Brittany and Loire University, Rennes, France. [Google Scholar]
28. Ochi, S. (2008). Mechanical properties of kenaf fibers and kenaf/PLA composites. Mechanics of Materials, 40(4–5), 446–452. DOI 10.1016/j.mechmat.2007.10.006. [Google Scholar] [CrossRef]
29. Bernard, M., Khalina, A., Ali, A., Janius, R., Faizal, M. et al. (2011). The effect of processing parameters on the mechanical properties of kenaf fibre plastic composite. Materials & Design, 32(2), 1039–1043. DOI 10.1016/j.matdes.2010.07.014. [Google Scholar] [CrossRef]
30. Takagi, H., Asano, A. (2008). Effects of processing conditions on flexural properties of cellulose nanofiber reinforced green composites. Composites Part A: Applied Science and Manufacturing, 39(4), 685–689. DOI 10.1016/j.compositesa.2007.08.019. [Google Scholar] [CrossRef]
31. Rassmann, S., Reid, R. G., Paskaramoorthy, R. (2010). Effects of processing conditions on the mechanical and water absorption properties of resin transfer moulded kenaf fibre reinforced polyester composite laminates. Composites Part A: Applied Science and Manufacturing, 41(11), 1612–1619. DOI 10.1016/j.compositesa.2010.07.009. [Google Scholar] [CrossRef]
32. Takemura, K., Minekage, Y. (2007). Effect of molding condition on tensile properties of hemp fiber reinforced composite. Advanced Composite Materials, 16(4), 385–394. DOI 10.1163/156855107782325177. [Google Scholar] [CrossRef]
33. Moothoo, J., Garnier, C., Ouagne, P. (2017). Valorisation matière de chûtes de production de composites thermoplastiques par le procédé de thermo-compression. In: JNC 20: Journ Nationales sur les Composites. Ecole des Ponts ParisTech. Hal-01623667. [Google Scholar]
34. Luda, M. P., Ragosta, G., Musto, P., Acierno, D., Di Maio, L. et al. (2003). Regenerative recycling of automotive polymer components: Poly (propylene) based car bumpers. Macromolecular Materials and Engineering, 288(8), 613–620. DOI 10.1002/mame.200300001. [Google Scholar] [CrossRef]
35. Bahlouli, N., Pessey, D., Raveyre, C., Guillet, J., Ahzi, S. et al. (2012). Recycling effects on the rheological and thermomechanical properties of polypropylene-based composites. Materials & Design, 33, 451–458. DOI 10.1016/j.matdes.2011.04.049. [Google Scholar] [CrossRef]
36. Aurrekoetxea, J., Sarrionandia, M. A., Urrutibeascoa, I., Maspoch, M. L. (2001). Effects of recycling on the microstructure and the mechanical properties of isotactic polypropylene. Journal of Materials Science, 36(11), 2607–2613. DOI 10.1023/A:1017983907260. [Google Scholar] [CrossRef]
37. Guerrica-Echevarria, G., Eguiazabal, J. I., Nazabal, J. (1996). Effects of reprocessing conditions on the properties of unfilled and talc-filled polypropylene. Polymer Degradation and Stability, 53(1), 1–8. DOI 10.1016/0141-3910(96)00018-3. [Google Scholar] [CrossRef]
38. Arkema. Thermoplastic resins Elium for composite parts. http://www.arkema.com/en/products/product-finder/range-viewer/Elium-resins-for-composites. [Google Scholar]
39. Bhudolia, S. K., Perrotey, P., Joshi, S. C. (2018). Mode I fracture toughness and fractographic investigation of carbon fibre composites with liquid Methylmethacrylate thermoplastic matrix. Composites Part B: Engineering, 134, 246–253. DOI 10.1016/j.compositesb.2017.09.057.
40. Bhudolia, S. K., Perrotey, P., Joshi, S. C. (2017). Optimizing polymer infusion process for thin ply textile composites with novel matrix system. Materials, 10(3), 293. DOI 10.3390/ma10030293. [Google Scholar] [CrossRef]
41. Monti, A., El Mahi, A., Jendli, Z., Guillaumat, L. (2017). Experimental and finite elements analysis of the vibration behaviour of a bio-based composite sandwich beam. Composites Part B: Engineering, 110, 466–475. DOI 10.1016/j.compositesb.2016.11.045. [Google Scholar] [CrossRef]
42. Baley, C., Le Duigou, A., Bourmaud, A., Davies, P. (2012). Influence of drying on the mechanical behaviour of flax fibres and their unidirectional composites. Composites Part A: Applied Science and Manufacturing, 43(8), 1226–1233. DOI 10.1016/j.compositesa.2012.03.005. [Google Scholar] [CrossRef]
43. ASTM Committee D-30 on Composite Materials (2008). ASTM D30309/D3039M-14: Standard test method for tensile properties of polymer matrix composite materials. ASTM International. DOI 10.1520/D3039_D3039M-14. [Google Scholar] [CrossRef]
44. American society for Testing and Materials (2010). ASTM E756-98: Standard test method for measuring vibration-damping properties of materials. ASTM International. DOI 10.1520/E0756-98. [Google Scholar] [CrossRef]
45. El Mahi, A., Assarar, M., Sefrani, Y., Berthelot, J. M. (2008). Damping analysis of orthotropic composite materials and laminates. Composites Part B: Engineering, 39(7–8), 1069–1076. DOI 10.1016/j.compositesb.2008.05.003. [Google Scholar] [CrossRef]
46. Daoud, H., Rebiere, J. L., Makni, A., Taktak, M., El Mahi, A. et al. (2016). Numerical and experimental characterization of the dynamic properties of flax fiber reinforced composites. International Journal of Applied Mechanics, 8(5), 1650068. DOI 10.1142/S175882511650068X. [Google Scholar] [CrossRef]
47. Essassi, K., Rebiere, J. L., El Mahi, A., Ben Souf, M. A., Bouguecha, A. et al. (2019). Dynamic characterization of a bio-based sandwich with auxetic core: Experimental and numerical study. International Journal of Applied Mechanics, 11(2), 1950016. DOI 10.1142/S1758825119500169. [Google Scholar] [CrossRef]
48. Ross, D., Ungr, E., Kerwin, E. (1959). Damping of plate flexural vibrations by means of viscoelastic laminae. Structural damping, Section III. ASME, New York. [Google Scholar]
49. Ungar, E. E., Kerwin, Jr., J. M. (1962). Loss factors of viscoelastic systems in terms of energy concepts. Journal of the Acoustical Society of America, 34(7), 954–957. DOI 10.1121/1.1918227. [Google Scholar] [CrossRef]
50. Adams, R. D., Fox, M. A. O., Flood, R. J. L., Friend, R. J., Hewitt, R. L. (1969). The dynamic properties of unidirectional carbon and glass fiber reinforced plastics in torsion and flexure. Journal of Composite Materials, 3(4), 594–603. DOI 10.1177/002199836900300401. [Google Scholar] [CrossRef]
51. Assarar, M., El Mahi, A., Berthelot, J. M. (2013). Analysis of the damping of sandwich materials and effect of the characteristics of the constituents. International Journal of Material Science, 3(2), 61–71. [Google Scholar]
52. Essassi, K., Rebiere, J. L., Mahi, A. E., Souf, M. A. B., Bouguecha, A. et al. (2019). Experimental and numerical analysis of the dynamic behavior of a bio-based sandwich with an auxetic core. Journal of Sandwich Structures Materials, 3, 109963621985154. DOI 10.1177/1099636219851547. [Google Scholar] [CrossRef]
53. Lanczos, C. (1950). An iteration method for the solution of the eigenvalue problem of linear differential and integral operators. Los Angeles, CA: United States Government Press Office. [Google Scholar]
54. Nguyen, T. L. 2014). ( Approche multi-échelles dans les matériaux polymères: de la caractérisation nanométrique aux effets d'échelles (Ph.D. Thesis). University of Technology of Compiègne, France. [Google Scholar]
55. Kholodovych, V., Welsh, W. J. (2007). Densities of amorphous and crystalline polymers. In: Physical properties of polymers handbook, pp. 611–617. New York, NY: Springer. [Google Scholar]
56. Grigore, M. E. (2017). Methods of recycling, properties and applications of recycled thermoplastic polymers. Recycling, 2(4), 24. DOI 10.3390/recycling2040024. [Google Scholar] [CrossRef]
57. Dupuy, J. S. (2008). Identification des propriétés mécaniques de matériaux composites par analyse vibratoire (Ph.D. Thesis). University of Montpellier II, France. [Google Scholar]
58. Rogueda-Berriet, C., Bahlouli, N., Pessey, D., Rémond, Y. (2011). Mechanical behavior of recycled polypropylene composites under tensile, bending, and creep loading: Experimental and modeling. Journal of Engineering Materials and Technology, 133(3), 37. DOI 10.1115/1.4004051. [Google Scholar] [CrossRef]
59. da Costa, H. M.,Ramos, V. D., Rocha, M. C. (2005). Rheological properties of polypropylene during multiple extrusion. Polymer Testing, 24(1), 86–93. DOI 10.1016/j.polymertesting.2004.06.006. [Google Scholar] [CrossRef]
60. da Costa, H. M.,Ramos, V. D., de Oliveira, M. G. (2007). Degradation of polypropylene (PP) during multiple extrusions: Thermal analysis, mechanical properties and analysis of variance. Polymer Testing, 26(5), 676–684. DOI 10.1016/j.polymertesting.2007.04.003. [Google Scholar] [CrossRef]
 | This work is licensed under a Creative Commons Attribution 4.0 International License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |