| Journal of Renewable Materials |
DOI: 10.32604/jrm.2022.020459
ARTICLE
Comparative Study on the Properties of Inorganic Silicate and Organic Phenolic Prepolymer Modified Poplar Wood by Vacuum Cycle Pressurization
1College of Materials Science and Engineering, Central South University of Forestry and Technology, Changsha, 410004, China
2College of Furniture and Art Design, Central South University of Forestry and Technology, Changsha, 410004, China
*Corresponding Author: Yingfeng Zuo. Email: zuoyf1986@163.com
Received: 24 November 2021; Accepted: 12 January 2022
Abstract: To enhance mechanical properties and improve flame retardancy and smoke suppression of fast-growing poplar wood in wood applications, the wood was impregnated and modified. An organic phenolic prepolymer and inorganic sodium silicate was used as contrasting impregnation modifiers and wood samples were impregnated by a bionic “respiration” method with alternating positive and negative pressure. The weight percentage gain, density increase ratio, mechanical properties (bending and compressive strength and hardness), and water absorption rate of inorganic and organic-impregnated modified poplar wood (IIMPW and OIMPW, respectively) were compared and these properties in IIMPW were found to be higher than those of OIMPW with the exception of the water absorption rate which was lower than the OIMPW. This was attributed to the superior absorption of sodium silicate that also improved the impregnation, reinforcement, and dimensional stability in the IIMPW. The chemical structure, crystalline structure, internal morphology, flame retardancy, smoke suppression, and thermal stability of IIMPW and OIMPW were characterized by FT-IR, XRD, SEM, CONE, and TGA. FT-IR and XRD results showed that, although IIMPW cellulose crystallinity reduced the most, more chemical bonds were come into being in IIMPW, which explained the better physical and mechanical properties of IIMPW. Compared with OIMPW, IIMPW had better flame retardant and smoke suppression performance.
Keywords: Poplar wood; sodium silicate; impregnation modification; mechanical properties; dimensional stability; flame retardancy and smoke suppression
As one of the three fast-growing tree species in artificial forests, poplar is the largest production tree species in China [1]. It has the characteristics of fast growth, abundant resources, and soft and easy processing. However, there are also disadvantages to this wood, including low mechanical strength, poor dimensional stability, and easy to burn [2–4], which greatly limit poplar applications in furniture, wood structures, and other building materials [5]. Therefore, it is necessary to modify poplar wood to improve its qualities, added value, and comprehensive utilization. An important direction has been in wood modification, such that the mechanical strength, dimension stability, and processing property of poplar can be improved simultaneously by injecting a wood modifier [6–8]. Impregnation modification cannot only broaden the usability of this fast-growing wood, but also alleviate pressure on the wood market to a certain extent as well as achieve certain economic benefits [9].
Common impregnation methods of wood include methods involving normal pressure impregnation, vacuum impregnation, and pressure impregnation, the whole of them can impregnate a modifier into wood to a certain degree. However, the modifier immersion method for wood is a procedure of lautering immersion. The modifying agent with high molecular weight was easily blocked by cell walls in the impregnation process and the wood thus difficult to impregnate by conventional impregnation [10]. With silicate as the impregnating agent, poplar wood was impregnated herein using a “respiration” method under alternating positive and negative pressure [11–13]. After a negative pressure treatment, the degree of vacuum of internal pores and cell cavities of poplar wood was increased, and then the impregnating agent was inhaled into the tank. When positive pressure was applied to the tank, the impregnating channels were more accessible under higher internal and external pressure and the impregnating agent introduced into the wood more smoothly. Cycling of the pressure, modifying layer by layer filled in the wood to form a silica gel that was tightly bonded to the wood in the drying process, thereby enhancing the mechanical strength of the wood. Therefore, the respiration method is an effective modification method to improve the comprehensive properties of the wood making the process ideal for further research and offering good, potential for commercialization.
A low molecular weight polymer resin has been widely used in wood impregnation and filling modification [14,15]. After resin is injected into wood, its active groups combine with active groups in wood in a certain fashion, which can significantly improve the density, hardness, water resistance, dimensional stability and mechanical strength of a wood. However, modification of organic impregnant can affect the adhesiveness of poplar wood and the cost is high of organic compounds. And the toxic gases released in the procedure of preparation and application of organic-impregnated modified poplar wood (OIMPW) will endanger the air environment and personal safety. In comparison, inorganic modifier has the superiorities of cost effective and nontoxic nature [16]. In addition, inorganic-impregnated modified poplar wood (IIMPW) has the features of good physical and mechanical properties, environmental protection, and fire resistance [17]. Therefore, the results of this reported study help to explain the practicability and advantages of inorganic chemical wood modification.
Poplar wood used here was from Chenzhou, Hunan province, China. The test samples of different sizes of poplar wood were prepared in accordance with Chinese national standard GB/T1929-2009. The samples should be free from structural defects. The sodium silicate (Na2SiO3, 46%, 1.9 modulus) used in this study was purchased from Hunan Hetang Chemical Co., Ltd. (Changsha, Hunan Province, China). The phenolic prepolymer (33.5%, pH = 10, molecular weight is 280~400, viscosity, 52 mPa·s) was prepared in this laboratory and the mole ratio of sodium hydroxide, phenol, and formaldehyde at 1/1/3.5 [18].
2.2 Preparation of Impregnated Modified Poplar Wood
Poplar wood samples were selected and dried in a draught drying cabinet at 80°C until the moisture content ranged from 13% to 15%. They were then placed in a tank for the respiration impregnation process (Fig. 1). First, the tank vacuum degree was adjusted to 0.09 MPa using a vacuum pump and maintained for 30 min. Then, 30 wt% Na2SiO3 solution (pH = 12) was inhaled into the tank using the negative pressure and the samples thus submerged in solution. The negative pressure was then released and an air compressor used to pressurize the tank to 0.5 MPa for 30 min, after which time the positive pressure inside the tank was used to expel the solution and the pressure then released. Four cycles of impregnation were carried out with alternating positive and negative pressure and the total impregnation time 2 h. Finally, the solution was discharged, the positive pressure released, specimens removed, and their surfaces cleaned. IIMPW samples were obtained after drying at 80°C for 24 h. OIMPW samples were produced using the same method. Contrasting OIMPW samples were prepared by the same method with phenolic prepolymer as impregnating modifier.
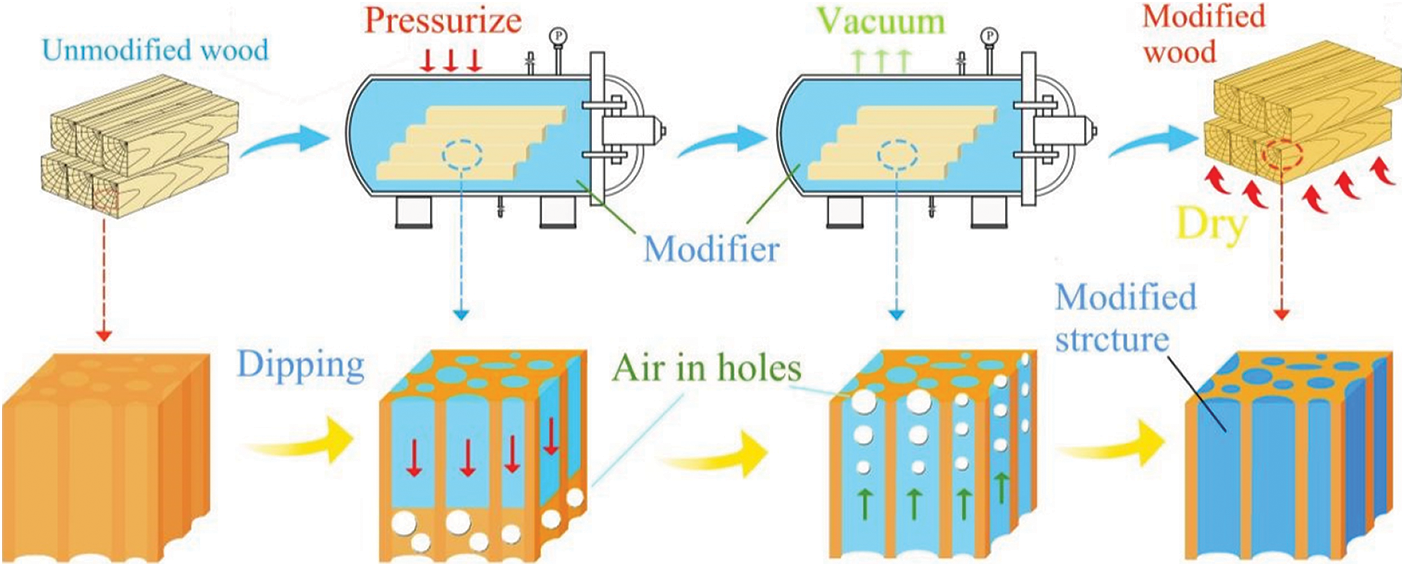
Figure 1: Bionic respiration impregnation process for poplar wood
2.3 Weight Percentage Gain Test
The oven-dried weight of poplar wood samples before and after impregnation was recorded as m0 and m1, respectively. The weight percentage gain (WPG) was assessed using Eq. (1), as
Referring to the Chinese national standard GB/T 1933-2009, the method for wood density determination was applied. Wood samples were completely dried in a blast drying box at 103 ± 5°C and the masses of them was recorded as m0, and the length of longitudinal, radial, and tangential were measured as L0, R0, and T0, respectively. The density of unmodified wood was calculated using ρ0 = [m0/(L0 × R0 × T0)], and the density of modified samples was calculated as ρ1 = [m1/(L1 × R1 × T1)].
2.5 Mechanical Properties Test
The bending strength, compressive strength, and hardness values of wood samples was tested in accordance with the Chinese national standard GB/T 1936-2009, GB/T 1935-2009, and GB/T 1941-2009, respectively.
2.6 Water Absorption Rate Test
The water absorption rate (WAT) was tested according to the Chinese national standard GB/T 1934.1-2009. Dry and weighed samples were immersed in water at 20 ± 5°C and reweighed every 24 h after the surface water was wiped off using a filter paper. The WAT calculated using Eq. (2), as
where W1 is the mass of last measurement result and W2 is the mass of next measurement result.
2.7 Fourier Transform-Infrared Spectroscopy Analysis
Wood sample powders were mixed in a mortar with KBr in a weight ratio of 1/100, with a diameter <0.074 mm (200-mesh). The RAffinity-1 Fourier transform-infrared spectrometer (FT-IR; Shimadzu Corp., Kyoto, Japan) was used to obtain spectrograms of samples in the range of 400–4000 cm–1.
2.8 X-Ray Diffraction Analysis
The samples were completely dried in a blast drying box at 103 ± 5°C. The crystallinities of samples were tested using an X-ray diffractometer in the angular range of 2θ = 5°–40°. The calculation of empirical crystallization index Crl [19] was expressed by Eq. (3), as
2.9 Scanning Electron Microscope Analysis
The end and diametral morphology of poplar wood were determined using a Quanta 200 scanning electron microscope (SEM; FEI Co., Hillsboro, OR, USA) operated at 20 kV. Samples were mounted on circular aluminum stubs with a double-sided adhesive tape and sputtered with a thin layer of gold before analysis.
Unmodified, OIMPW, and IIMPW samples were tested using butane gun combustion experiment in a windless environment. The butane gun flame was 1300°C, the sample longitudinal axis perpendicular to the ground and the gun flame at a 45° angle. The sample upper end was clamped to the bracket 50 mm from the lower end of the gun. The flame contacted samples for 60 s, then removed the gun, and the burning samples observed.
Cone calorimetric (CONE) tests of wood samples were performed on a cone calorimeter (FTT; Stanton Redcroft, Ltd., West Sussex, UK), following the ISO5660-1 standard. For each test, a 100 × 10 × 100 mm3 (T × R × L) sample was covered with aluminum foil, except the upper surface, and placed into a specific steel frame, which was then mounted horizontally on the loader and exposed to radiative energy at 50 kW/m2, which corresponded to a temperature of 780°C on the upper sample surface.
2.12 Thermogravimetric Analysis
Thermogravimetric analysis (TGA) was performed on wood samples using a 209 F3 TGA (Netzsch Instruments North America, Burlington, MA, USA) according to the test instructions. The test temperature range was 25–600°C, 10 °C/min heating rate, 30 mL/min nitrogen flow, and 5 mg sample injection volume.
3.1 Analysis of Physical and Mechanical Properties
As the physical and mechanical properties of wood samples reflect their practical value, the physical and mechanical properties of these modified samples were evaluated, including WPG, density, bending strength, compressive strength, and longitudinal, tangential and radial hardness, and water absorption rate (Fig. 2). To compare the impregnation effects of inorganic and organic impregnation using this method, the WPG and density of IIMPW and OIMPW were examined, which showed that the WPG and density of IIMPW were 69 ± 1.73% and 0.65 ± 0.028 g/cm3, while those of OIMPW were 49.24 ± 1.99% and 0.57 ± 0.03 g/cm3, respectively (Fig. 2a). Compared with Yue et al. [20], when phenolic prepolymers are with similar solid content, the improvement on WPG of OIMPW is more obvious by using our method. This illustrated that silicate and phenolic prepolymer had been successfully introduced by this method into the wood and the weight and density increased [21]. However, there were differences in the WPG and density increase ratios of wood prepared with the two modifiers. The WPG and density increase ratio of IIMPW were higher than that of OIMPW, which indicated that the impregnation effect of the inorganic modifier method was better than that the organic form.
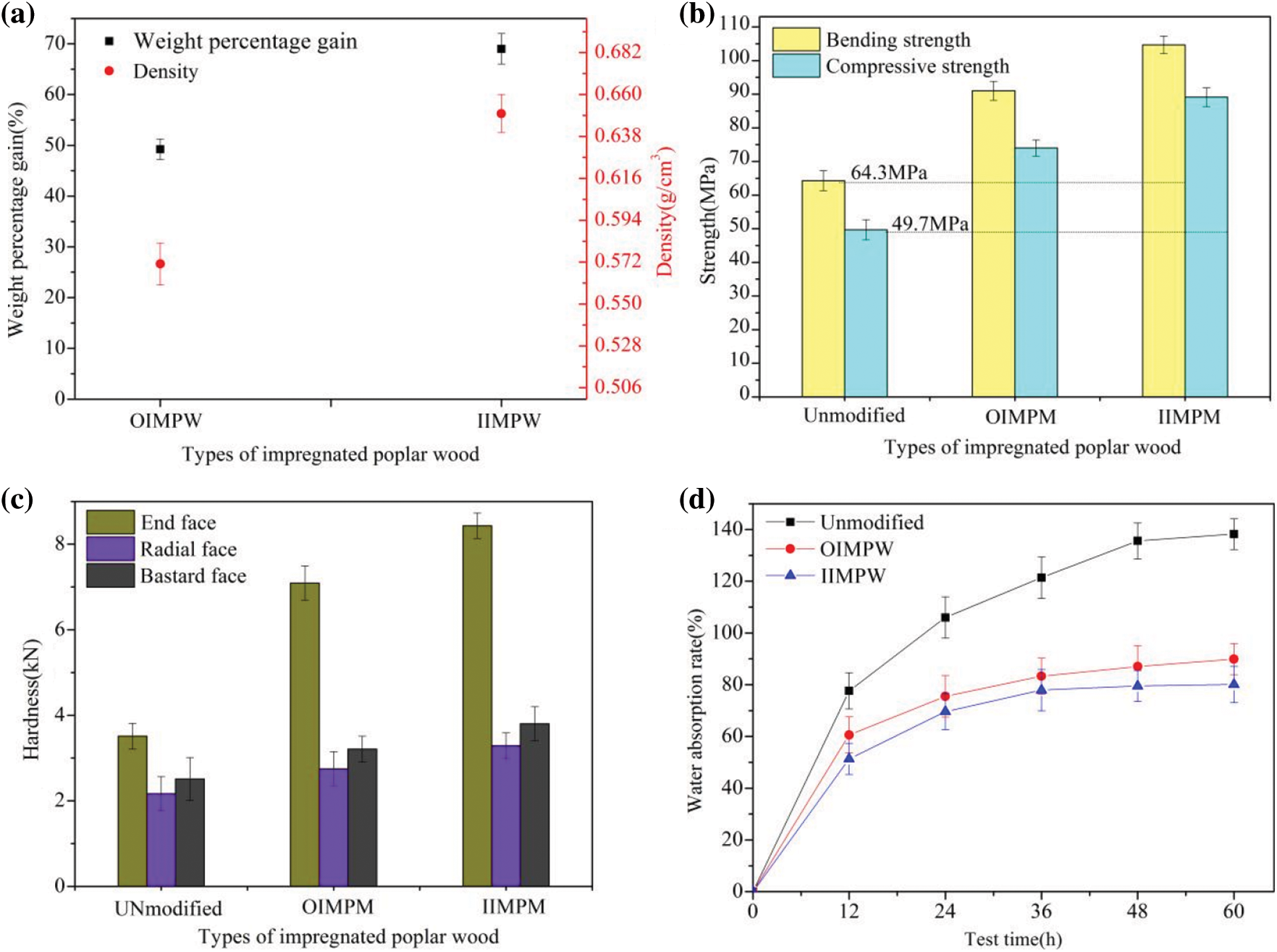
Figure 2: Physical and mechanical properties of wood samples, WPG and density (a), bending and compressive strength (b), hardness (c), and WAR (d) of unmodified, OIMPW, and IIMPW samples
Impregnating wood is an effective method for minimizing defects, such as loose material and low strength, thus improving strength and hardness. Therefore, the bending strength, compressive strength, and hardness of unmodified, OIMPW, and IIMPW samples were compared. The results indicated that the bending and compressive strengths of the two modified wood samples were significantly higher than those of unmodified wood (Figs. 2b and 2c). Because phenolic prepolymer and silicate had been impregnated into the wood, they deposited and cross-linked in the voids of cell lumens and cell walls of the wood, thus enhancing mechanical properties. Among these properties, the bending and compressive strengths of IIMPW were increased by 62.8% and 79.3% while those for OIMPW increased by 41.5% and 48.9%, respectively. Liu et al. [22] used sodium silicate composite modifier to modify poplar wood, when sodium silicate with similar mass fraction, the improvement on bending strength of IIMPW is more obvious by using our method. These results demonstrated that phenolic resin and silicate impregnation could enhance mechanical properties. However, there were some differences in terms of enhancement effects between the two modifiers. The bending and compressive strengths of IIMPW were greater than those of OIMPW, which was directly related to impregnation effects. At the same time, this was consistent with the results of WPG and density for these treated samples which indicated that more silicate had filled in cell walls and cavities in the wood, thus providing IIMPW with higher strength.
The longitudinal, radial, and tangential face hardnesses of IIMPW and OIMPW were higher than those of unmodified samples, with the hardness of IIMPW increased by 164.1% and that of OIMPW by 140.2% (Fig. 2c). This showed that the hardness of the three surfaces of IIMPW were higher than those of OIMPW, which was due to silicate forming a harder combined substance in IIMPW than OIMPW. This suggested that, compared with common OIMPW, IIMPW was more suitable for the preparation of solid wood floors and other places with higher hardness requirements.
Wood has strong moisture absorption because of there are many pores and a large number of hydrophilic groups, such as hydroxyls, in the wood structure. Therefore, wood can easily absorb moisture in a damp environment, which can lead to changes in harness, deformation and/or even mildew. The effect of impregnation on water resistance was verified using the WAT of unmodified and impregnated samples (Fig. 2d). The WAT of unmodified, OIMPW, and IIMPW were 138.2%, 89.9%, and 80.1%, respectively, which showed that the WAT of modified wood had decreased significantly, such that its water resistance and dimensional stability were improved [23]. On one hand, most of the wood pore structure was filled with modifier, which reduced available water storage spaces in the wood. On the other hand, the numbers of hydrophilic groups in wood were greatly reduced by reactions between the modifier and hydroxyl groups [24]. However, the WAT of OIMPW was higher than that that of IIMPW, which indicated that the filling degree of inorganic impregnation was higher than that of organic impregnation. In addition, phenolic prepolymer itself contained a large number of hydrophilic groups, including hydroxyl and carbonyl groups, which resulted in lesser effect on water absorption of organic versus inorganic impregnation. These results suggested that inorganic impregnation method has better effect on improving water resistance of poplar wood.
3.2 Microscopic Morphology Changes of Impregnated Poplar Wood
Wood is a material with poor porosity holes, with the presence of cell lumens and ducts playing an important role in solution diffusion and gas transport. Here, the distribution effect of phenolic prepolymer and silicate were examined using SEM in terms of the internal morphology of unmodified, OIMPW, and IIMPW samples, examining their longitudinal and transverse internal morphology (Fig. 3).
SEM photos of these samples showed that there were many cell cavities and intercellular spaces in transverse wood sections, with many rough fiber structures after the cell walls of the longitudinal section were broken (Fig. 3b). A large number of phenolic prepolymer and silicate particles were distributed on OIMPW and IIMPW surfaces (Figs. 3c and 3e), and the transverse-section surface roughness were reduced due to the filling of phenolic resin and silicate. This was because phenolic prepolymer and silicate combined with the wood structure more and better after cyclic positive and negative pressure impregnation. After drying, phenolic resin and silicate solidify was observed in the tracheids and intercellular spaces of treated samples, thereby reducing the roughness of a cut wood surface. At the same time, the cross-section of IIMPW was covered with more modifying agent than that of OIMPW. Although phenolic resin was seen in the longitudinal section, the amount of phenolic resin was very small and the surface of the OIMPW rough structure not covered (Figs. 3d and 3f). However, IIMPW surfaces were covered with a large amount of silicate and surfaces relatively smooth and roughness greatly reduced. These results directly reflected the different results of these wood impregnation treatments, indicating that inorganic impregnation based on positive and negative pressure cycle treatment was better than organic impregnation.
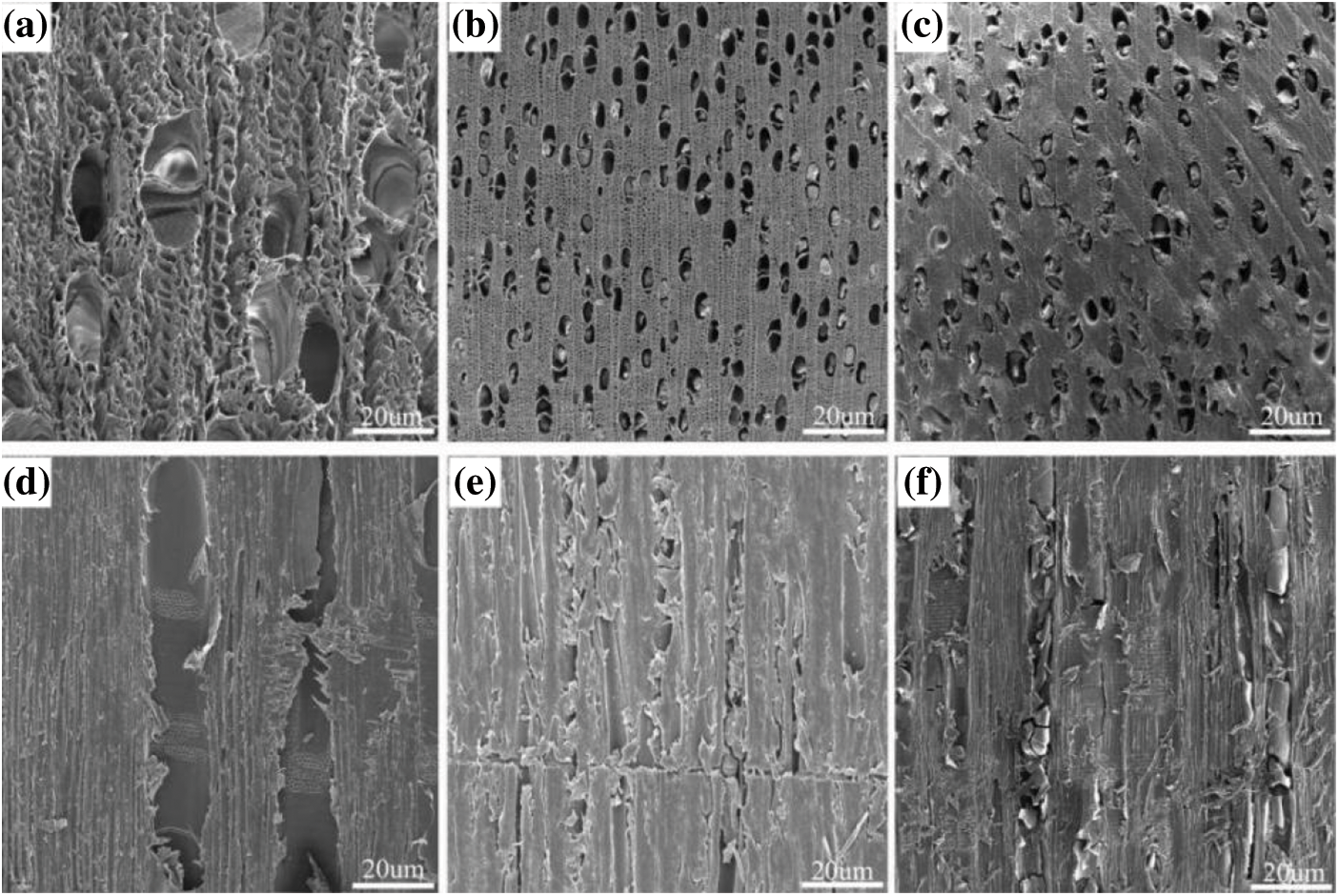
Figure 3: Microscopic morphology of unmodified poplar wood, OIMPW and IIMPW. Longitudinal and transverse morphologies of unmodified (a and b), OIMPW (c and d), and IIMPW samples (e and f, respectively)
3.3 Chemical and Crystalline Structural Changes of Impregnated Poplar Wood
Wood contains a large number of reactive groups, such as hydroxyl groups, because of the existence of cellulose. Because phenolic prepolymers and silicates contain carbonyl and silicate radicals, respectively, these modifiers can form hydrogen bonds and other chemical bonds with wood hydroxyl groups [25]. The reactions and crosslinking between phenolic prepolymer, silicate, and wood chemical structure were verified using FT-IR on the three kinds of samples. Also, the effects of impregnation modifiers on wood crystalline structure were explored by examining sample crystallinity by XRD (Fig. 4).
From the analyses of the characteristic peaks of modified wood samples, the position of the main characteristic absorption peak of unmodified wood was not changed in treated samples, but the main peak absorption intensities were different (Fig. 4a). The absorption peak of OIMPW decreased at 1620 cm–1 (stretch vibrations of conjugated carbonyl bond in lignin), which might be attributed to the reaction of carbonyl and phenolic resin modifier in the wood. The vibration peak of the Si-O-Si bond in IIMPW appeared at 768 and 466 cm–1 and the carboxylate absorption peaks of OIMPW and IIMPW appeared at 1595 and 1416 cm–1, respectively [26]. This suggested that, after phenolic resin prepolymer and silicate were introduced into the wood, in addition to forming a solid insoluble material with the larger wood pores filled, some modifier also reacted with wood components to form chemical combinations. Also, the carbonyl absorption peak at 1739 cm–1 and C-O absorption vibration peak at 1236 cm–1 disappeared after wood modification, which was related to reactions between modifier and wood components. Changes in the spectral range of 3130–1620 cm–1 reflected that wood hydroxyls with strong reactivity reacted with the modifier, such that the hydroxyl content of modified wood decreased and H-bond content increased. Hence, the mechanical properties of modified samples were improved and water absorption reduced.
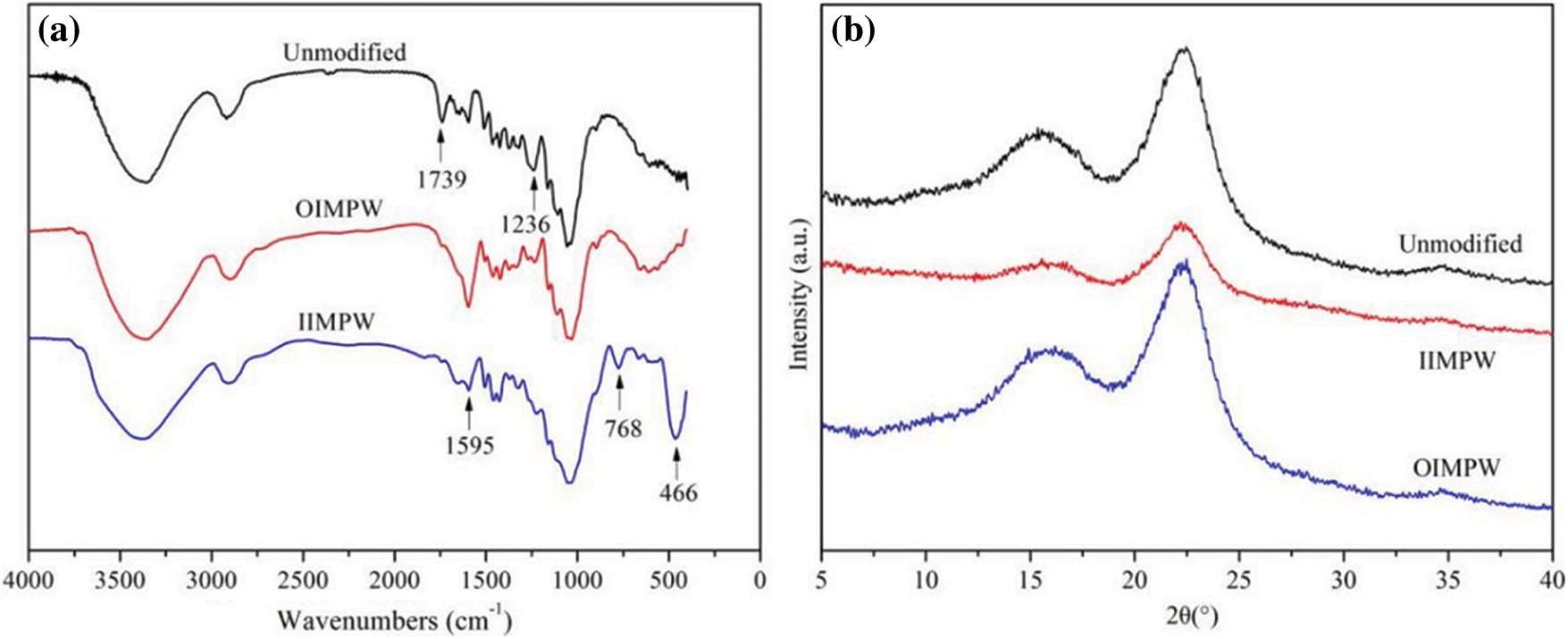
Figure 4: FT-IR spectra (a) and XRD diffraction patterns (b) of unmodified poplar wood, OIMPW and IIMPW
There are three main crystal planes of wood cellulose distributed in XRD spectra, at 2θ of 16, 22.5, and 35° (Fig. 4b). The XRD peaks of IIMPW and OIMPW samples did not shift relative to unmodified samples, which indicated that the cellulose lattice of modified samples had not changed. However, XRD spectra showed that the diffraction peak intensities of modified materials decreased in varying degrees on the (101) crystal plane at 16°, (002) crystal plane at 22.5°, and the (040) crystal plane at 35°. According to Eq. (4), the cellulose crystallinities of unmodified, OIMPW, and IIMPW samples were 43.10%, 40.41%, and 37.02%, respectively. Decreased crystallinity in modified samples showed that the diffusion and penetration behavior of modifier in the wood interfered with the originally ordered cellulose crystal zone. In addition, reactions between modifier and wood components also destroyed the stability of the cellulose crystal zone to a certain extent. Therefore, the cellulose crystallinity of modified samples decreased.
In the normal course of things, the greater the wood cellulose crystallinity is, the higher its mechanical strength. However, the crystallinity of IIMPW was the smallest and its mechanical properties the highest. This was because after silicate was fixed in the wood, this hard insoluble matter acted as a wood skeleton, which provided strong support for cavity structures. At the same time, silicate formed chemical cross-linking with groups in the wood, which made the wood structure more stable. Therefore, silicate-modified wood showed better mechanical properties.
3.4 Flame Retardant and Smoke Suppression of Impregnated Poplar Wood
The flame retardancy, smoke suppression, and fire resistance of wood can improve the safety factor of wood products. When there is a fire, such materials can delay the spread of a fire, winning valuable time for rescue operations. Therefore, refractory phenolic resin and sodium silicate were impregnated into poplar wood and evaluated in terms of flame retardancy. The effects of impregnation of phenolic resin and inorganic silicate impregnation on flame retardancy of poplar wood were evaluated by testing samples using a butane gun, cone calorimeter, and thermogravimetric analyzer.
The fire resistance of samples was first intuitively examined by continuous burns for 60 s at 1300°C using a butane gun (Figs. 5a–5c). The fire intensity of the three wood samples was observed to increase from small to large and then decrease. Unmodified and OIMPW samples produced a clear yellow flame at 20 s and more intense burning at 30 s, after which time the flame brightness was the highest. However, in the whole combustion process, combustion of unmodified and OIMPW samples were more intense than that of IIMPW. After 40 s of flame, IIMPW did not produce a yellow flame and ceased burning when the flame was removed. The sample surface was seen to be severely carbonized where it had contacted the flame. After removal of the flame source, unmodified and OIMPW samples continued to burn with a well-defined flame, with the surfaces only slightly carbonized. These results showed that inorganic modification had effectively improved the wood’s fire resistance.
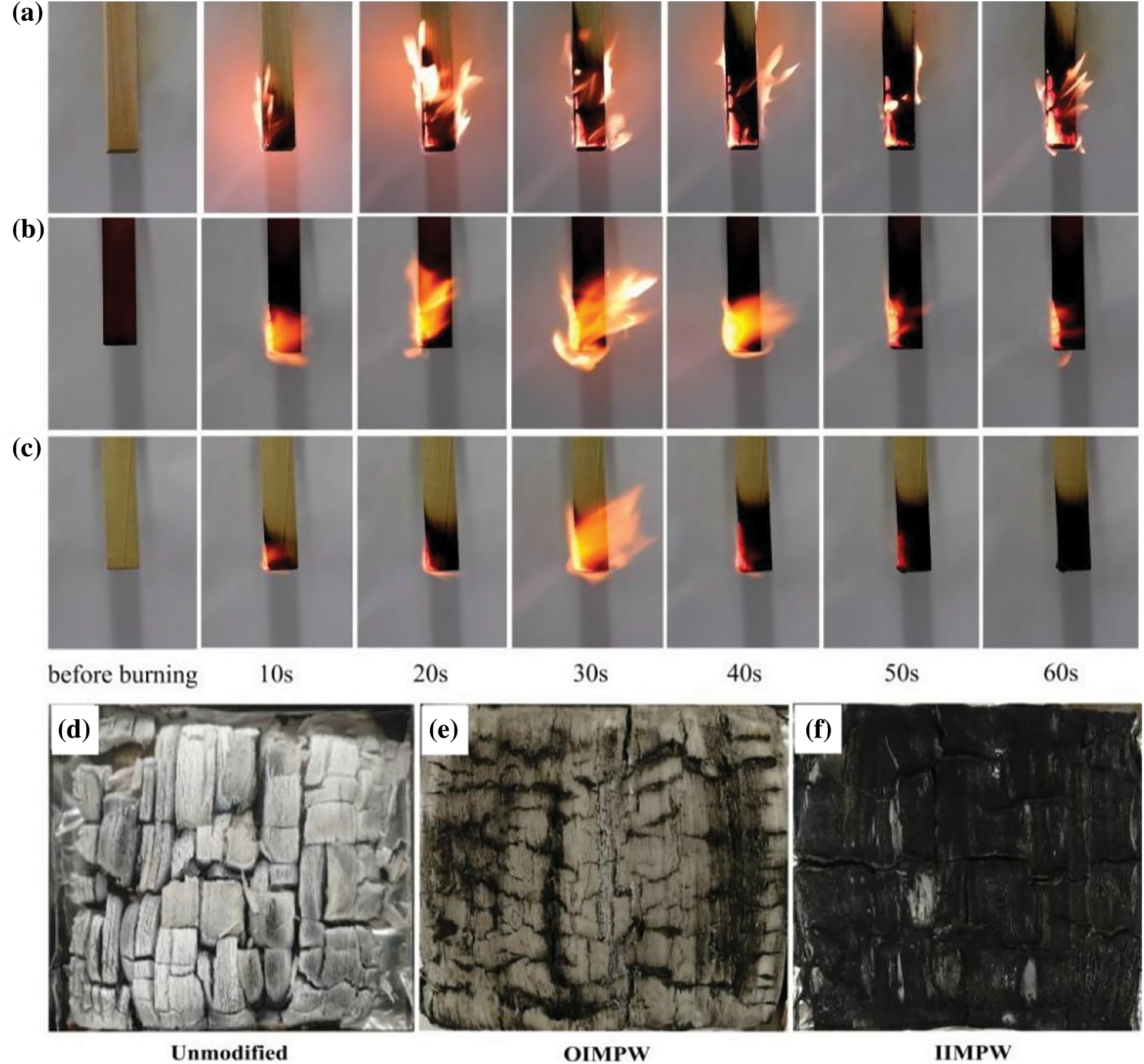
Figure 5: Combustion test and residual carbon of unmodified (a and d), OIMPW (b and e), and IIMPW (c and f, respectively)
The results of heat release rate (HRR), total heat release (THR), smoke production rate (SPR), and total smoke production (TSP) as determined using the cone calorimeter are shown in Figs. 6a–6d. The HRR and THR represent the combustion intensity of a material. Generally speaking, the smaller the HRR and THR are, the smaller the fire hazard. The peak-HRR and THR of unmodified, OIMPW, and IIMPW were 209.52, 176.96, and 145.33 kW/m2 and 48.52, 42.17, and 30.04 MJ/m2, respectively (Figs. 6a and 6b). Compared with unmodified samples, the peak-HRR and THR of OIMPW and IIMPW were reduced by 15.5% and 30.6% and by 13.1% and 38.1%, respectively. Compared with OMPW, IIMPW exhibited the lower heat release, which was because small unpolymerized molecules in phenolic prepolymer participated in combustion. The HRR curves showed that there were two peaks in the combustion process of these samples. The first peak occurred a short time after the sample contacted the heat source, with the wood surface structure decomposing and burning rapidly at a high temperature. At the same time, the high temperature promoted the formation of a surface carbonization layer, which blocked most oxygen from the wood and prevented rapid decomposition of internal components, thus reducing sample HRR. Then, as the high temperature continued, the carbonized layer broke, and internal wood components then continued to decompose and burn, forming a second higher peak [27]. In addition, the time delay of the intense exothermic phase of impregnated samples was twice as long as that of unmodified samples, which indicated that both organic and inorganic impregnation effectively reduced the HRR and THR and achieved flame retardant effects. Analysis showed that inorganic impregnation was indeed better than organic impregnation for effective flame retardancy.
When fire occurs, the released of smoke and toxic gases by combustibles do present greater hidden harm potential than an open fire and high temperature to humans. The smoke production rate (SPR) curves obtained here showed two peaks in the combustion process, as was seen with HRR curves (Fig. 6c). However, the second peak-SPR of unmodified and OIMPW samples was similar but greater than that of IIMPW, which indicated that the smoke suppression effect of sodium silicate modification was better. At the same time, the TSP of OIMPW and IIMPW were reduced 19.1% and 56.8%, respectively, which was attributed to inorganic impregnation providing smoke suppression effect than organic impregnation.
Digital photographs of residual carbon in unmodified, OIMPW, and IIMPW samples after being tested by cone calorimetry showed that a large number of cracks appeared on unmodified samples, leaving white ash, residual carbon, and loose residual carbon structure (Figs. 5d–5f). This showed that the sample had been burned through. After phenolic prepolymer and silicate impregnation, the surface cracking degree decreased, which showed that wood’s fire resistance was improved by these impregnations. In comparison, there was a lot of white ash and a certain degree of fracture on OIMPW surfaces after burning. The surfaces of IIMPW samples were only carbonized after burning and the degree of surface fracture small, which further demonstrated that inorganic impregnation had better flame retardant effects than organic impregnation.
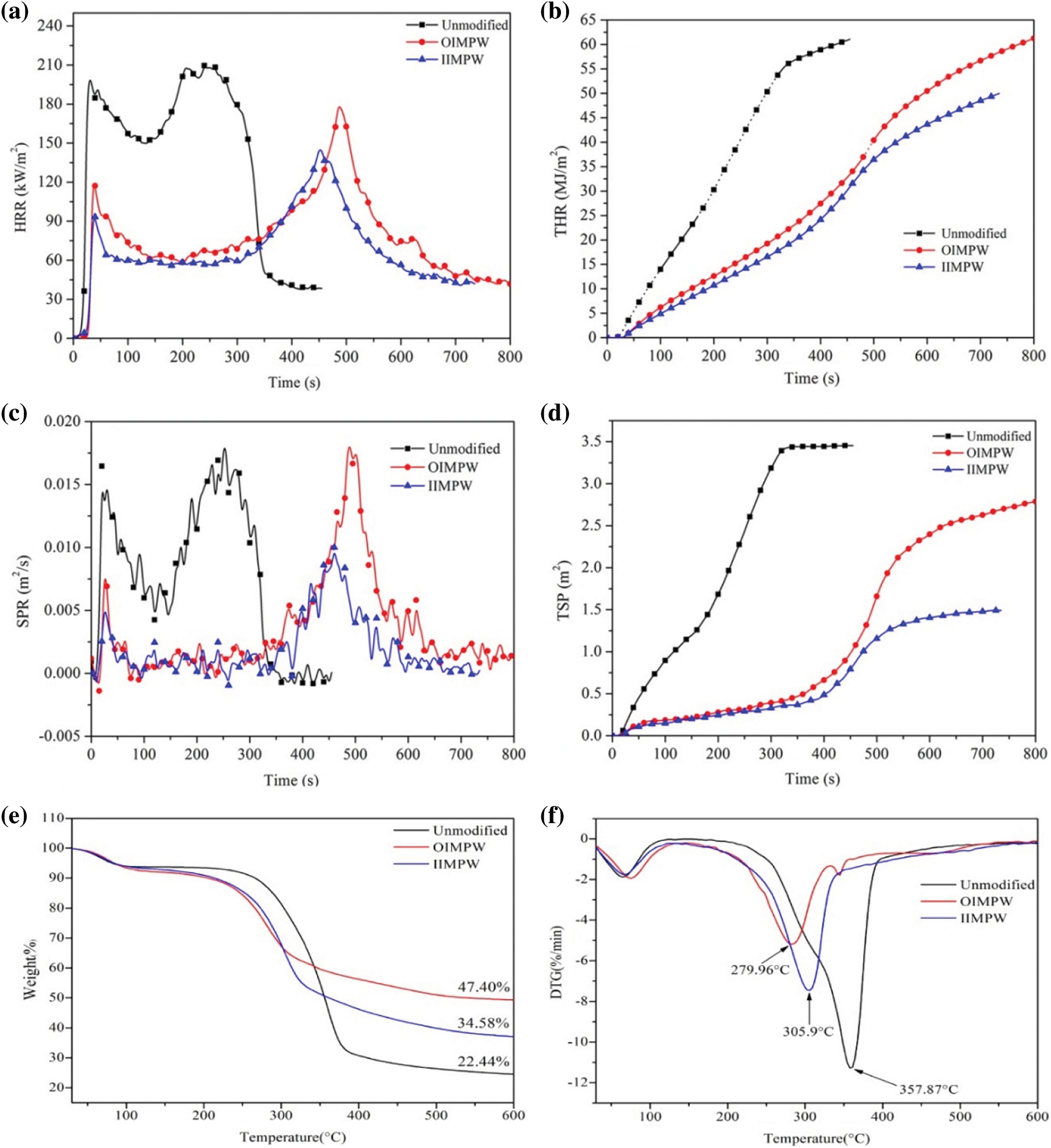
Figure 6: Heat release (a and b), smoke formation curves (c and d), and TG-DTG curves (e and f) of unmodified, OIMPW, and IIMPW samples
The filling of modifier in modified samples affected their thermal stability. Unmodified and modified samples were tested by TGA in a nitrogen atmosphere. TGA and DTG curves showed that the residual weight of OIMPW and IIMPW increased by 12.14% and 24.96%, respectively, compared unmodified samples, which indicated that the flame retardancy impregnated samples was clearly improved (Figs. 6e and 6f). The reason for this was that heat resistance had been improved after phenolic resin and silicate addition, thus improving the wood’s safety in case of fire. However, the maximum thermal decomposition rate of modified samples was different and, before 330°C, the thermal decomposition rate of modified samples was greater than that of the unmodified. It was speculated that, in the process of wood modification, the modifier reacted with wood components, resulting in the decomposition and fracture of some long chains into short chains, such that the pyrolysis of modified wood was advanced. Due to the combination of modifier and short chains, the thermal stability of short chains was improved. Therefore, the maximum thermal decomposition rate of modified samples was decreased and the thermal decomposition rates of modified samples lower than that of unmodified samples after 330°C [28]. The pyrolysis weight loss of modified samples was much lower than that of the unmodified. Comparing the thermogravimetric curves of the two kinds of impregnated samples, the temperature of maximum decomposition rate, and pyrolysis residual rate of IIMPW were higher than those of OIMPW, which demonstrated that the thermal resistance of IIMPW was better than that of OIMPW. The difference between OIMPW and IIMPW was because inorganic silicate has better heat resistance and non-flammability [29,30]. When a modifier with good heat resistance was impregnated in this wood, heat resistance was improved. Therefore, silicates played an important role in improving the safety of poplar wood products in case of fire.
Silicate impregnated poplar wood was prepared using a “respiration” method. The advantages of inorganic impregnation as defined by the resultant properties of the OIMPW and IIMPW were determined and compared. The experimental results showed that IIMPW exhibited greater advantages than OIMPW and, in terms of impregnation effects, the weight percentage gain, density increase ratio and mechanical strength of IIMPW was higher than those of the OIMPW. This indicated that inorganic impregnation produced better impregnation effects, property enhancement, and dimensional stability. More hydrogen bonding and chemical cross-linking was found in modified wood, which also demonstrated the advantages of the inorganic modification method. The transverse and longitudinal sections of IIMPW were smoother and the mechanical indentation was less due to the improved properties of the silicate-filled wood. The lower THR and TSP of IIMPW reflected its improved flame retardancy and smoke suppression properties. In conclusion, silicate modification is feasible and advantageous in the application of wood modification.
Funding Statement: This work was financially supported by the Scientific Research Project of Hunan Provincial Education Department, China (21B0238), Hunan Provincial Technical Innovation Platform and Talent Program in Science and Technology, China (2019RS2040), National Natural Science Foundation of China (32171708) and The Science and Technology Innovation Program of Hunan Province (2021RC4062).
Conflicts of Interest: The authors declare that they have no conflicts of interest to report regarding the present study.
1. Shi, J., Li, J., Zhou, W., Zhang, D. (2007). Improvement of wood properties by urea-formaldehyde resin and nano-SiO2. Frontiers of Forestry in China, 2(1), 104–109. DOI 10.1007/s11461-007-0017-0. [Google Scholar] [CrossRef]
2. Dong, Y., Yan, Y., Wang, K., Li, J., Zhang, S. et al. (2015). Improvement of water resistance, dimensional stability, and mechanical properties of poplar wood by rosin impregnation. European Journal of Wood and Wood Products, 74(2), 177–184. DOI 10.1007/s00107-015-0998-6. [Google Scholar] [CrossRef]
3. de, B. L., Vansteenkiste, D., van, A. J., Stevens, M. (2007). End-use related physical and mechanical properties of selected fast-growing poplar hybrids (Populus trichocarpa × P. deltoides). Annals of Forest Science, 64(6), 621–630. DOI 10.1021/forest:2007040. [Google Scholar] [CrossRef]
4. Han, X., Miao, X., Zheng, X., Xing, L., Pu, J. (2015). Chemical modification by impregnation of poplar wood with functional composite modifier. Bioresources, 10(3), 5203–5214. DOI 10.15376/biores.10.3.5203-5214. [Google Scholar] [CrossRef]
5. He, X., Li, X., Zhong, Z., Mou, Q., Yan, Y. et al. (2015). Effectiveness of impregnation of ammonium polyphosphate fire retardant in poplar wood using microwave heating. Fire and Materials, 40(6), 818–825. DOI 10.1002/fam.2344. [Google Scholar] [CrossRef]
6. Xu, N., Liu, W., Hou, Q., Wang, P., Yao, Z. (2016). Effect of autohydrolysis on the wettability, absorbility and further alkali impregnation of poplar wood chips. Bioresource Technology, 216, 317–322. DOI 10.1016/j.biortech.2016.05.096. [Google Scholar] [CrossRef]
7. Lou, Z., Wang, Q., Sun, W., Zhao, Y., Wang, X. et al. (2021). Bamboo fattening technique: A literature and patent review. European Journal of Wood and Wood Products, 79(5), 1035–1048. DOI 10.1007/s00107-021-01722-1. [Google Scholar] [CrossRef]
8. Lou, Z., Han, X., Ma, Q., Yan, H., Yuan, C. et al. (2021). Nano-Fe3O4/bamboo bundles/phenolic resin oriented recombination ternary composite with enhanced multiple functions. Composites Part B: Engineering, 226, 109335. DOI 10.1016/j.compositesb.2021.109335. [Google Scholar] [CrossRef]
9. Yu, X., Sun, D., Li, X. (2011). Preparation and characterization of urea-formaldehyde resin-sodium montmorillonite intercalation-modified poplar. Journal of Wood Science, 57(6), 501–506. DOI 10.1007/s10086-011-1203-0. [Google Scholar] [CrossRef]
10. Islam, M. N., Ando, K., Yamauchi, H., Kamikawa, D., Harada, T. et al. (2012). Impregnation of preservative and fire retardants into Japanese cedar lumber by passive impregnation. Bioresources, 8(1), 395–404. DOI 10.15376/biores.8.1.395-404. [Google Scholar] [CrossRef]
11. Pereyra, A. M., Giudice, C. A. (2009). Flame-retardant impregnants for woods based on alkaline silicates. Fire Safety Journal, 44(4), 497–503. DOI 10.1016/j.firesaf.2008.10.004. [Google Scholar] [CrossRef]
12. Giudice, C. A., Pereyra, A. M. (2007). Fire resistance of wood impregnated with soluble alkaline silicates. Materials Research Letters, 2007, 031956. DOI 10.1155/2007/31956. [Google Scholar] [CrossRef]
13. Altun, S., Ozcifci, A., Senel, A., Baysal, E., Toker, H. (2010). Effects of silica gel on leaching resistance and thermal properties of impregnated wood. Wood Research, 55(4), 101–112. DOI 10.2488/jwrs.56.427. [Google Scholar] [CrossRef]
14. Furuno, T., Imamura, Y., Kajita, H. (2004). The modification of wood by treatment with low molecular weight phenol-formaldehyde resin: A properties enhancement with neutralized phenolic-resin and resin penetration into wood cell walls. Wood Science and Technology, 37(5), 349–361. DOI 10.1007/s00226-003-0176-6. [Google Scholar] [CrossRef]
15. Shams, M. I., Yano, H., Endou, K. (2004). Compressive deformation of wood impregnated with low molecular weight phenol formaldehyde (PF) resin I: Effects of pressing pressure and pressure holding. Journal of Wood Science, 50(4), 337–342. DOI 10.1007/s10086-003-0570-6. [Google Scholar] [CrossRef]
16. Guo, B., Liu, Y., Zhang, Q., Wang, F., Wang, Q. et al. (2017). Efficient flame-retardant and smoke-suppression properties of Mg-Al layered double hydroxide nanostructures on wood substrate. ACS Applied Materials and Interfaces, 9(27), 23039–23047. DOI 10.1021/acsami.7b06803. [Google Scholar] [CrossRef]
17. Mai, C., Militz, H. (2004). Modification of wood with silicon compounds, inorganic silicon compounds and sol-gel systems: A review. Wood Science and Technology, 37(5), 339–348. DOI 10.1007/s00226-003-0205-5. [Google Scholar] [CrossRef]
18. Wang, W., Zhao, Z., Gao, Z., Guo, M. (2012). Water-resistant whey protein based wood adhesive modified by post-treated phenol-formaldehyde oligomers (PFO). Bioresources, 7(2), 1972–1983. DOI 10.15376/biores.7.2.1972-1983. [Google Scholar] [CrossRef]
19. Segal, L., Creely, J. J., Martin, J. A., Conrad, C. M. (1959). An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Textile Research Journal, 29(10), 786–794. DOI 10.1177/004051755902901003. [Google Scholar] [CrossRef]
20. Yue, K., Liu, W., Chen, Z., Lu, X., Lu, W. (2015). Investigation of the creep property of fast-growing poplar wood modified with low molecular weight resins. Bioresources, 11(1), 1620–1633. DOI 10.15376/biores.11.1.1620-1633. [Google Scholar] [CrossRef]
21. Li, P., Zhang, Y., Zuo, Y., Lv, J., Wang, X. et al. (2020). Properties of Chinese fir modified by impregnating silicate biomimetic respiration. Journal of Forestry Engineering, 5(6), 57–63. DOI 10.13360/j.issn.2096-1359.202002014. [Google Scholar] [CrossRef]
22. Liu, Q., Du, H., Lyu, W. (2021). Physical and mechanical properties of poplar wood modified by glucose-urea-melamine resin/sodium silicate compound. Forests, 12(2), 127. DOI 10.3390/f12020127. [Google Scholar] [CrossRef]
23. Cai, X., Riedl, B., Zhang, S., Wan, H. (2007). Effects of nanofillers on water resistance and dimensional stability of solid wood modified by melamine-urea-formaldehyde resin. Wood and Fiber Science, 39(2), 307–318. DOI 10.1007/s11295-006-0068-7. [Google Scholar] [CrossRef]
24. Li, P., Zhang, Y., Zuo, Y., Lu, J., Yuan, G. et al. (2020). Preparation and characterization of sodium silicate impregnated Chinese fir wood with high strength, water resistance, flame retardant and smoke suppression. Journal of Materials Research and Technology, 9(1), 1043–1053. DOI 10.1016/j.jmrt.2019.10.035. [Google Scholar] [CrossRef]
25. Pérez, J., Munoz, D. J., de, R. T., Martínez, J. (2002). Biodegradation and biological treatments of cellulose, hemicellulose and lignin: An overview. International Microbiology, 5(2), 53–63. DOI 10.1007/s10123-002-0062-3. [Google Scholar] [CrossRef]
26. Chen, H., Lang, Q., Bi, Z., Miao, X., Li, Y. et al. (2014). Impregnation of poplar wood (Populus euramericana) with methylolurea and sodium silicate sol and induction of in-situ gel polymerization by heating. Holzforschung, 68(1), 45–52. DOI 10.1515/hf-2013-0028. [Google Scholar] [CrossRef]
27. Yuan, L., Chen, X., Hu, Y. (2014). Combination effect of 4-picolinicacid with 5A zeolite on ammonium polyphosphateflame-retarded sawdust board. Journal of Fire Sciences, 32(3), 230–240. DOI 10.1177/0734904113510483. [Google Scholar] [CrossRef]
28. Keskin, H., Atar, M., Izciler, M. (2009). Impacts of impregnation chemicals on combustion properties of the laminated wood materials produced combination of beech and poplar veneers. Construction and Building Materials, 23(2), 634–643. DOI 10.1016/j.conbuildmat.2008.02.006. [Google Scholar] [CrossRef]
29. Esteves, B. M., Pereira, H. M. (2008). Wood modification by heat treatment: A review. BioResources, 4(1), 370–404. DOI 10.15376/biores.4.1.Esteves. [Google Scholar] [CrossRef]
30. Aydemir, D., Kiziltas, A., Kiziltas, E. E., Gardner, D. J., Gunduz, G. (2015). Heat treated wood-nylon 6 composites. Composites Part B: Engineering, 68(2), 414–423. DOI 10.1016/j.compositesb.2014.08.040. [Google Scholar] [CrossRef]
 | This work is licensed under a Creative Commons Attribution 4.0 International License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. |